Water reuse, i.e., the reuse of treated process water, is no longer purely a sustainability issue. For many industrial companies, it has become a strategic necessity. Rising water prices, increasing regulatory requirements, stricter discharge limits, and growing ESG obligations are forcing companies to rethink their water consumption and wastewater volumes.
Nevertheless, water reuse is often viewed as purely a "membrane project." Reverse osmosis (RO) or ultrafiltration are the focus of many discussions. In practice, however, it has been shown time and again that the greatest challenge lies not in the selection of the membrane, but in the stability of the feed.

Photo: One of our reverse osmosis systems for recycling cooling tower blowdown water
Table of contents
What does water reuse mean in an industrial context?
Industrial water reuse refers to the targeted treatment of process wastewater so that it can be reused in operations instead of being completely discharged. Typical applications are:
Cooling water recycling (see our specially developed ReUse product: Cooling water recycling)
Process water
Cleaning and washing water
Feed water after further treatment
The goal is to reduce fresh water consumption, minimize wastewater volumes, and become less dependent on external water resources in the long term.
The real challenge: fluctuating inflow conditions
The key difference between municipal wastewater and industrial process wastewater lies in the dynamics of the inflow. While municipal inflows are relatively well "averaged" throughout the day, industrial wastewater streams are often characterized by production and cleaning cycles, with abrupt jumps in volume flow and constituents. For a water reuse system, it is therefore not the average load that is the critical factor, but the variance: i.e., how strongly and how quickly the inflow changes.
In practice, fluctuations typically occur in five dimensions that directly influence the design and operational safety of water recycling plants:
Firstly, the hydraulic load. Batch emptying, CIP cleaning, flushing surges, or temporary diversions lead to highly variable flow rates. This affects retention times (HRT), mixing quality, flocculation, separation efficiency, and filtration load. In membrane systems (UF/RO), unsteady operation often leads to unfavorable flow profiles, changing cross-flow velocities, and thus an increased tendency to fouling.
Secondly, the organic load fluctuates, which in practice is usually described by COD and TOC. Not only the level is relevant, but also the composition: the proportion of easily biodegradable substances (bCOD), the proportion of colloidal/particulate organic matter, and the proportion of refractory organic matter. This composition changes rapidly, especially when products or cleaning chemicals are changed. For reuse plants, this means that pretreatment chemistry (coagulation/flocculation), biological polishing stages, and activated carbon or AOP stages must be designed in such a way that they not only treat a "standard inflow" but also stably absorb peak loads.
Thirdly , the salt content or ionic composition (TDS/conductivity) is often highly variable. This is caused, for example, by regeneration wastewater, cleaning agents, changing raw materials, neutralization reactions, or evaporation/concentration effects in circuits. For reverse osmosis systems, it is not only the conductivity itself that is decisive, but also the scaling-relevant ion balance (e.g., calcium, magnesium, sulfate, carbonate, silicate, barium/strontium). Even moderate fluctuations can lead to supersaturation in the RO due to concentration factors, with precipitation in the membrane system.
Fourthly, surfactants, polymers, and dispersants are used in many industries (chemicals, coatings, metals, food, paper). These groups of substances stabilize emulsions and colloids, make separation during pretreatment more difficult, and significantly increase the fouling tendency of filtration and membranes. At the same time, they can greatly influence the effectiveness of coagulation/flocculation. As a result, pretreatment in the water reuse concept often has to be designed to be significantly more robust than in classic single-discharge plants, including reliable process control, dosing strategy, and suitable separation technology (e.g., high-performance flotation and downstream filtration).
Fifthly, temperature fluctuations play a greater role than is often assumed. Temperature influences viscosity, flocculation, biological kinetics, salt solubility, scaling behavior (e.g., CaCO₃), and biofouling tendency. Especially when warm process water occurs intermittently or fluctuates greatly seasonally, the design of buffering, cooling, and membrane operation must be adapted accordingly.
This variability is the main reason why water reuse is technically challenging in industry: membrane systems are highly efficient but sensitive to unstable feed conditions. Without adequate buffering, robust pretreatment , and load-oriented operation, two dominant risks arise that determine the economic viability of almost every reuse project: scaling (precipitation/encrustation) and biofouling (biofilm growth). Both phenomena are generally not "membrane faults," but rather the consequences of insufficiently stabilized feed and a process chain that is not designed to handle fluctuations.

Photo: ALMA OSMO reverse osmosis system for water flows up to 3,000 m³/h
Scaling – the underestimated danger for membrane systems
Scaling refers to the precipitation of dissolved salts within membranes, particularly in reverse osmosis systems. Typical problem substances are calcium carbonate, calcium sulfate, barium compounds, silicates, and iron compounds.
The risk increases significantly under fluctuating conditions. High salt concentrations combined with concentration processes in RO lead to supersaturation. Temperature or pH shifts further exacerbate this effect.
The consequences are serious:
increasing differential pressure
decreasing permeate flow
increased energy requirements
irreversible membrane damage
A ReUse system that is incorrectly dimensioned or operated in an unstable manner can quickly become economically unattractive as a result.
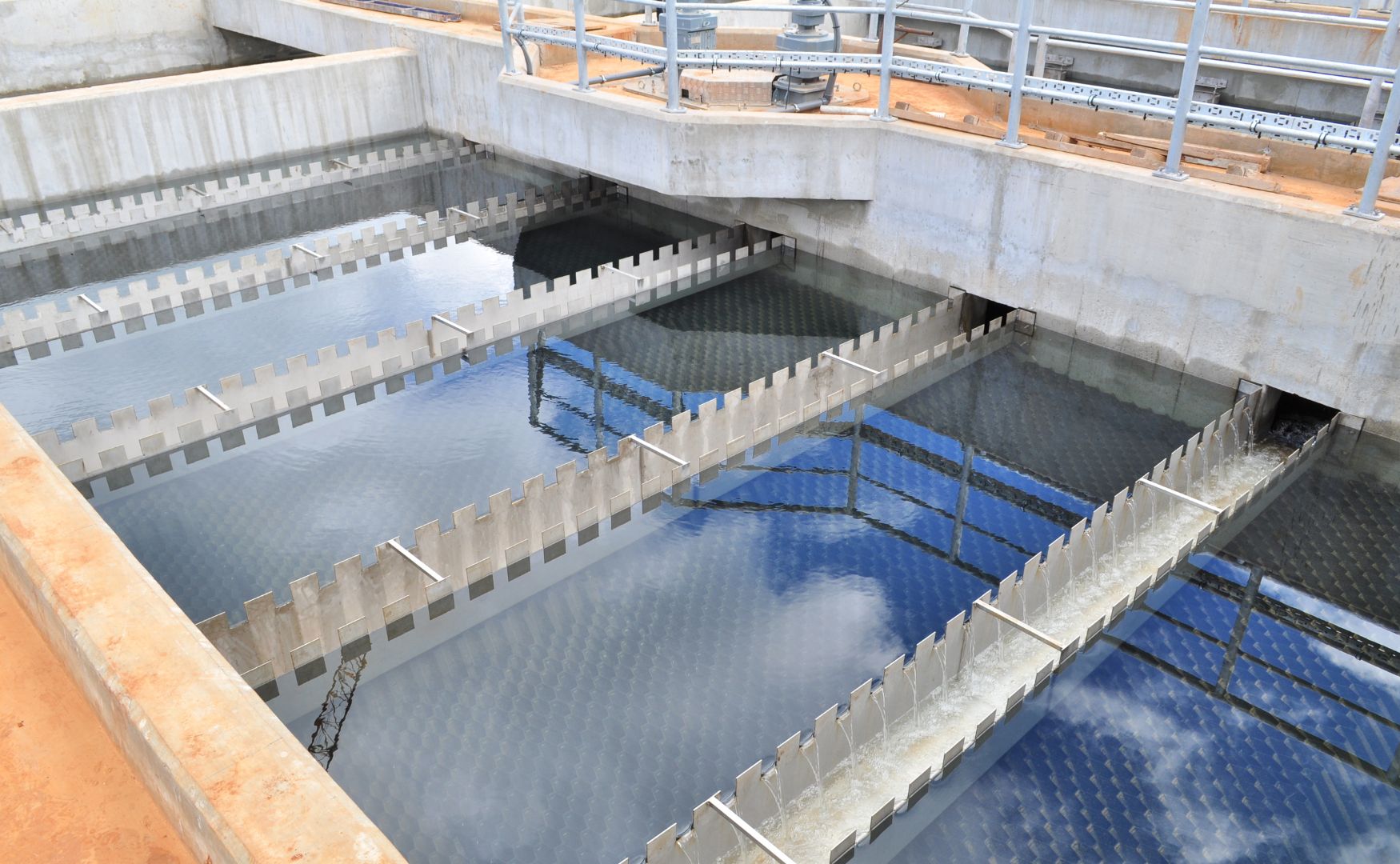
Photo: ALMA BHU LHPS water recycling plant with precipitation and flocculation, as well as decarbonization. Enables effective water recycling without scaling on the membranes.
Biofouling – when biology strikes back
Biofouling occurs due to the formation of biofilms on membrane surfaces. Contrary to popular belief, it is not only the absolute COD load that is decisive, but also the stability of the biodegradable fraction.
Fluctuating organic loads and unstable nutrient conditions promote microbial growth. Even small residual loads can be sufficient to form biofilms under unfavorable conditions.
The consequences:
rapid increase in pressure
more frequent dry cleaning
Reduced diaphragm service life
rising operating costs
In many cases, biofouling is not a membrane problem, but a pretreatment problem.

Photo: Our ALMA BioFil Compact biofiltration system for breaking down residual organic matter and thus preventing biofouling on the membranes.
The key lies in pre-treatment
A robust water reuse system does not begin with the membrane, but with stable pretreatment.
Key elements are:
Hydraulic buffering (equalization)
Fluctuations must be absorbed and homogenized. Without sufficiently dimensioned expansion tanks, stable operation is hardly possible.Removal of fats and solids
High-performance flotation plants (e.g., ALMA NeoDAF systems) play a central role here. Fats, lipophilic substances, and particulate matter must be reliably removed before reaching the membrane. They are key drivers of fouling processes.Optimized coagulation and flocculation
Wastewater containing metals requires targeted chemical pretreatment to destabilize colloidal systems. Stable flocculation significantly reduces the residual organic load.
biological post-treatment Biological post-treatment is often necessary to break down organic residues that lead to biofouling on the membranes.
Technological building blocks of modern reuse systems
Different technologies are used depending on the target quality and process requirements:
- Flotation plants for removing colloidal solids (e.g., ALMA NeoDAF)
- Precipitation and flocculation systems with integrated decarbonization (e.g., ALMA BHU LHPS)
- Biofiltration systems for removing residual organic matter (e.g., ALMA BHU BioFil)
Ultrafiltration for removing the finest particles (e.g., ALMA MEM UF)
Reverse osmosis for salt reduction (e.g., ALMA OSMO)
Activated carbon for removing dissolved organic trace substances (e.g., ALMA FIL AK)
Ion exchange for the selective removal of certain ions (e.g., ALMA Ion)
Advanced oxidation processes for reducing refractory organic matter (e.g., ALMA OXI UV)
The selection is not made in isolation, but in the context of the overall system.
Principles for successful, stable water reuse systems
Clear design principles can be derived from engineering experience:
- an intelligently designed pretreatment system appropriate for the application
conservative interpretation instead of limit dimensioning
adequate safety margins
modular design
Online monitoring of relevant parameters
Automated and load-proportional chemical dosing
Consideration of sludge management
Reuse systems rarely fail because of the technology; they fail because of overly optimistic assumptions about supply stability.
Conclusion
Water ReUse is not a membrane project.
It is a system project.
Long-term success depends on whether the entire system, from equalization to physical-chemical pretreatment to the polishing stage, is designed to be stable, conservative, and process-oriented.
Companies that invest only in membrane technology without optimizing the upstream process design risk high operating costs and unstable plants.
The key to successful water reuse always lies in upstream engineering.
If you have any questions or if you have an exciting reuse project, please feel free to contact us at any time. We are confident that we can offer you the best solution!