

Bioethanol, EGSB biogas reactor, ALMA BHU EGSB
Construction of an EGSB reactor with approx. 700 m³ and a COD load of 10,000 kg/d for the recovery of biogas from the production of bioethanol.

Sugar factory, Germany, ALMA BHU GMR
Construction of an anaerobic treatment stage or biogas plant for the recovery of energy from waste water from a sugar factory with a hydraulic capacity of 220 m³/h in Germany.

Sugar factory, Poland, ALMA BHU GMR
Construction of an anaerobic treatment stage and a biogas plant to generate energy from sugar production wastewater with a hydraulic capacity of 125 m³/h in Poland.

Südzucker AG, Ochsenfurt, ALMA BHU GMR, BIO
Treatment of sugar beet wash water in a biogas plant with pre-acidification and a COD load of 45,000 kg COD/d, for Südzucker in Ochsenfurt.

Biogas plant for Keszthely sewage treatment plant, Hungary, ALMA BHU GMR
Construction of a biogas plant for the sludge utilization of a municipal sewage treatment plant with an energy production of 2,000 kWh/d in Hungary.
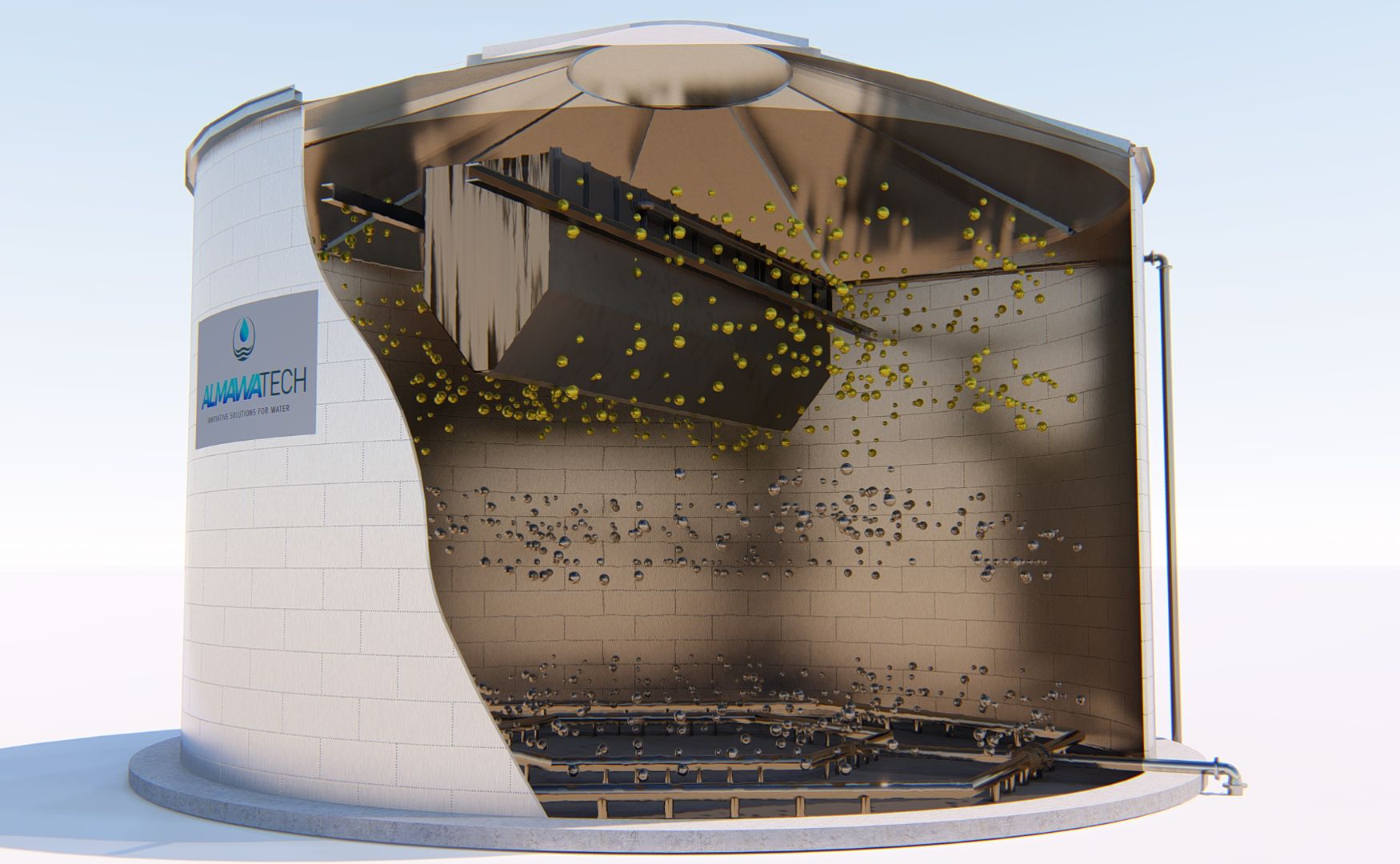
ALMA BIO UASB
Single-stage anaerobic reactor ALMA UASB for the production of biogas from waste water from the food industry with reactor sizes up to 3,000 m³ and biomass recirculation.

ALMA BHU GMR