

Bio-ethanol, EGSB biogasreactor, ALMA BHU EGSB
Bouw van een EGSB-reactor met ca. 700 m³ en een CZV-belasting van 10.000 kg/d voor de terugwinning van biogas uit de productie van bio-ethanol.

Suikerfabriek, Duitsland, ALMA BHU GMR
Bouw van een anaerobe zuiveringsstap of biogasinstallatie voor de terugwinning van energie uit afvalwater van een suikerfabriek met een hydraulische capaciteit van 220 m³/u in Duitsland.

Suikerfabriek, Polen, ALMA BHU GMR
Bouw van een anaerobe zuiveringsstap en een biogasinstallatie om energie op te wekken uit afvalwater van de suikerproductie met een hydraulische capaciteit van 125 m³/u in Polen.

Südzucker AG, Ochsenfurt, ALMA BHU GMR, BIO
Behandeling van suikerbietwaswater in een biogasinstallatie met voorverzuring en een CZV-belasting van 45.000 kg CZV/d, voor Südzucker in Ochsenfurt.

Biogasinstallatie voor rioolwaterzuiveringsinstallatie Keszthely, Hongarije, ALMA BHU GMR
Bouw van een biogasinstallatie voor het gebruik van slib van een gemeentelijke rioolwaterzuiveringsinstallatie met een energieproductie van 2.000 kWh/d in Hongarije.
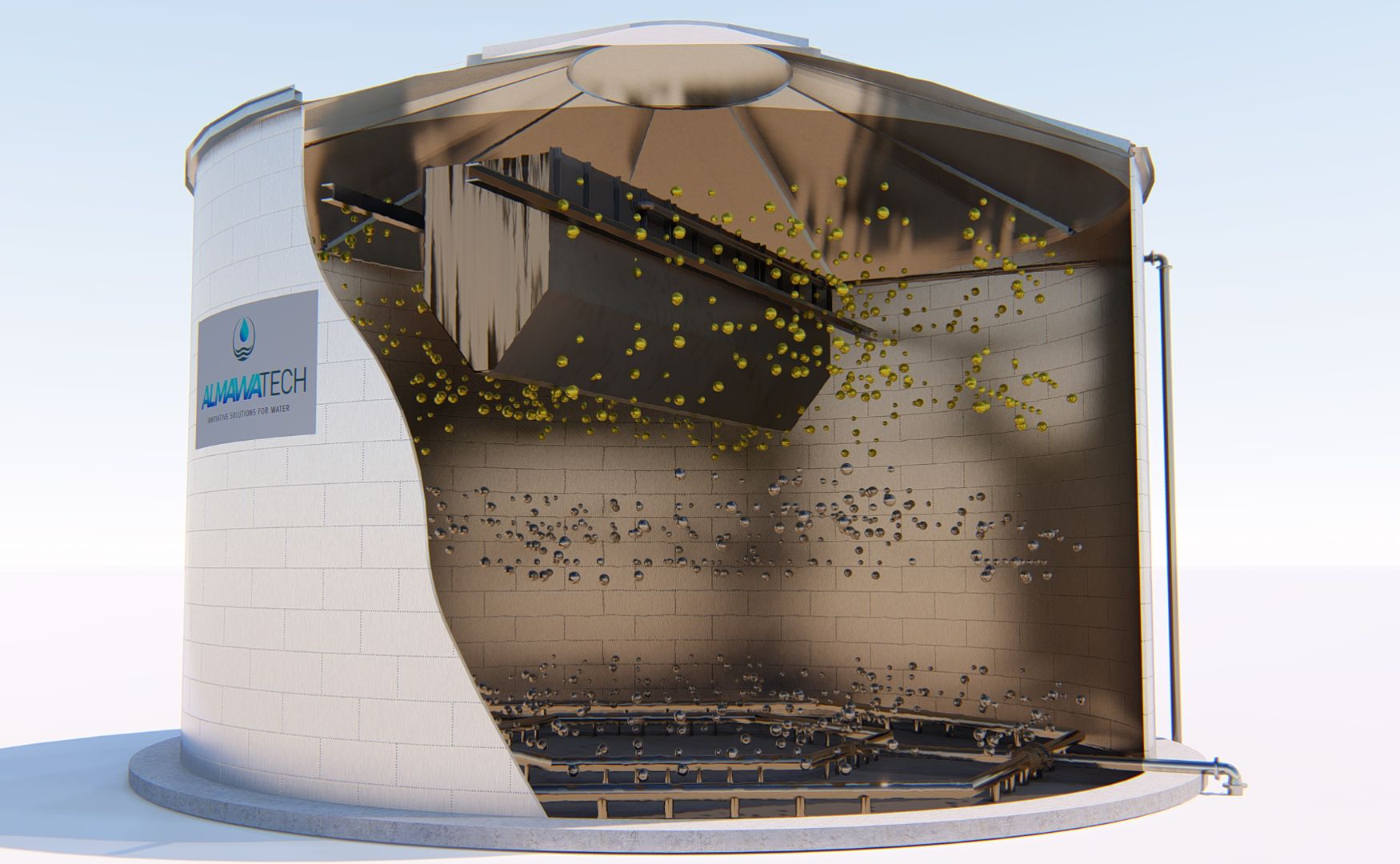
ALMA BIO UASB
Eentraps anaerobe reactor ALMA UASB voor de productie van biogas uit afvalwater van de voedingsindustrie met reactorgroottes tot 3.000 m³ en biomassa recirculatie.

ALMA BHU GMR