Reaktor ALMA BHU EGSB wyróżnia się szeregiem specjalnie opracowanych cech technicznych i konstrukcyjnych, które zapewniają stabilną pracę beztlenową przy dużym obciążeniu, równomierną hydraulikę i długotrwałe bezpieczeństwo procesu.
Dwa urządzenia rozdzielające zapewniające określone, laminarne warunki przepływu
Główną cechą ALMA BHU EGSB są dwa zintegrowane urządzenia rozdzielające, które zapewniają równomierny, laminarny przepływ w reaktorze. Takie prowadzenie przepływu ma decydujące znaczenie dla:
Unikajcie Państwo prądów zwarciowych
równomiernie rozprowadzić granulki szlamu w reaktorze
Zminimalizowanie strat biomasy
zapewnić stabilną ekspansję szlamu granulowanego
Hydraulika laminarna optymalizuje czas kontaktu ścieków z biomasą, co bezpośrednio przekłada się na wyższą wydajność rozkładu.
Zewnętrzna recyrkulacja z tangencjalnym podłączeniem do systemu dystrybucji podłogowej
Wymagana wysoka prędkość przepływu w EGSB jest generowana przez zewnętrzną recyrkulację. W przypadku ALMA BHU EGSB recyrkulacja ta odbywa się za pomocą zewnętrznego przewodu rurowego z tangencjalnym wprowadzeniem do systemu rozdzielczego w obszarze podłogi.
Ta integracja oferuje wiele korzyści:
równomierny przepływ przez cały przekrój reaktora
stabilna ekspansja szlamu granulowanego bez lokalnych przelewów
Redukcja martwych stref w reaktorze
równomierne obciążenie biomasy
Podawanie styczne wspomaga ponadto pożądany przepływ laminarny i zapobiega niestabilności hydraulicznej.
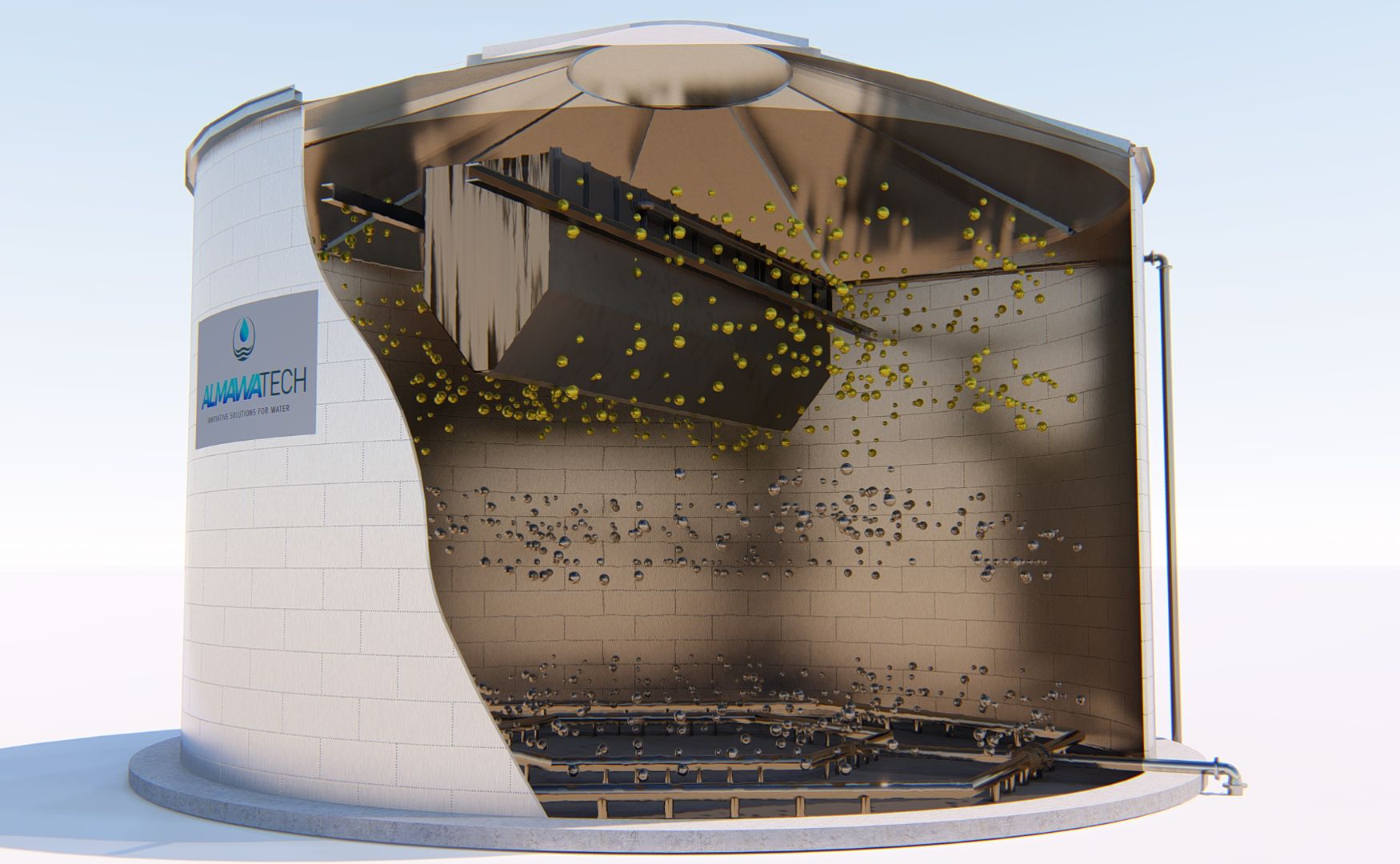
Bezciśnieniowa głowica reaktora z wbudowanym separatorem 3-fazowym
ALMA BHU EGSB posiada bezciśnieniową głowicę reaktora ze zintegrowanym separatorem 3-fazowym, który zapewnia bezpieczne oddzielenie:
Biogaz
oczyszczonych ściekach
biomasa
gwarantowane.
Praca bezciśnieniowa zmniejsza obciążenia mechaniczne konstrukcji i zwiększa bezpieczeństwo eksploatacji. Separator 3-fazowy zapewnia, że:
Biogaz jest efektywnie zbierany i odprowadzany
Biomasa pozostaje niezawodnie w reaktorze
oczyszczone ścieki są odprowadzane w postaci klarownej i zawierającej niewielką ilość osadu
Podsumowanie
ALMA BHU EGSB łączy laminarne prowadzenie przepływu, zewnętrzną recyrkulację styczną i bezciśnieniową głowicę reaktora z separatorem 3-fazowym, zapewniając maksymalną stabilność procesu przy wysokich obciążeniach CSB.