

Bioethanol, EGSB-Biogasreaktor, ALMA BHU EGSB
Bau eines EGSB-Reaktors mit ca. 700 m³ und einer CSB-Fracht von 10.000 kg/d zur Gewinnung von Biogas aus der Herstellung von Bioethanol.

Zuckerfabrik, Deutschland, ALMA BHU GMR
Bau einer anaeroben Behandlungsstufe bzw. einer Biogasanlage zur Gewinnung von Energie aus Abwässern einer Zuckerfabrik mit einer hydraulischen Leistung von 220 m³/h in Deutschland.

Zuckerfabrik, Polen, ALMA BHU GMR
Bau einer anaeroben Behandlungsstufe bzw. einer Biogasanlage zur Gewinnung von Energie aus Abwässern der Zuckerherstellung mit einer hydraulischen Leistung von 125 m³/h in Polen.

Südzucker AG, Ochsenfurt, ALMA BHU GMR, BIO
Behandlung von Zuckerrüben-Waschwasser in einer Biogasanlage mit Vorversäuerung und einer CSB-Fracht von 45.000 kg CSB/d, für Südzucker in Ochsenfurt.

Biogasanlage für Kläranlage Keszthely, Ungarn, ALMA BHU GMR
Bau einer Biogasanlage für die Schlammverwertung einer kommunalen Kläranlage mit einer Energieproduktion von 2.000 kWh/d in Ungarn.
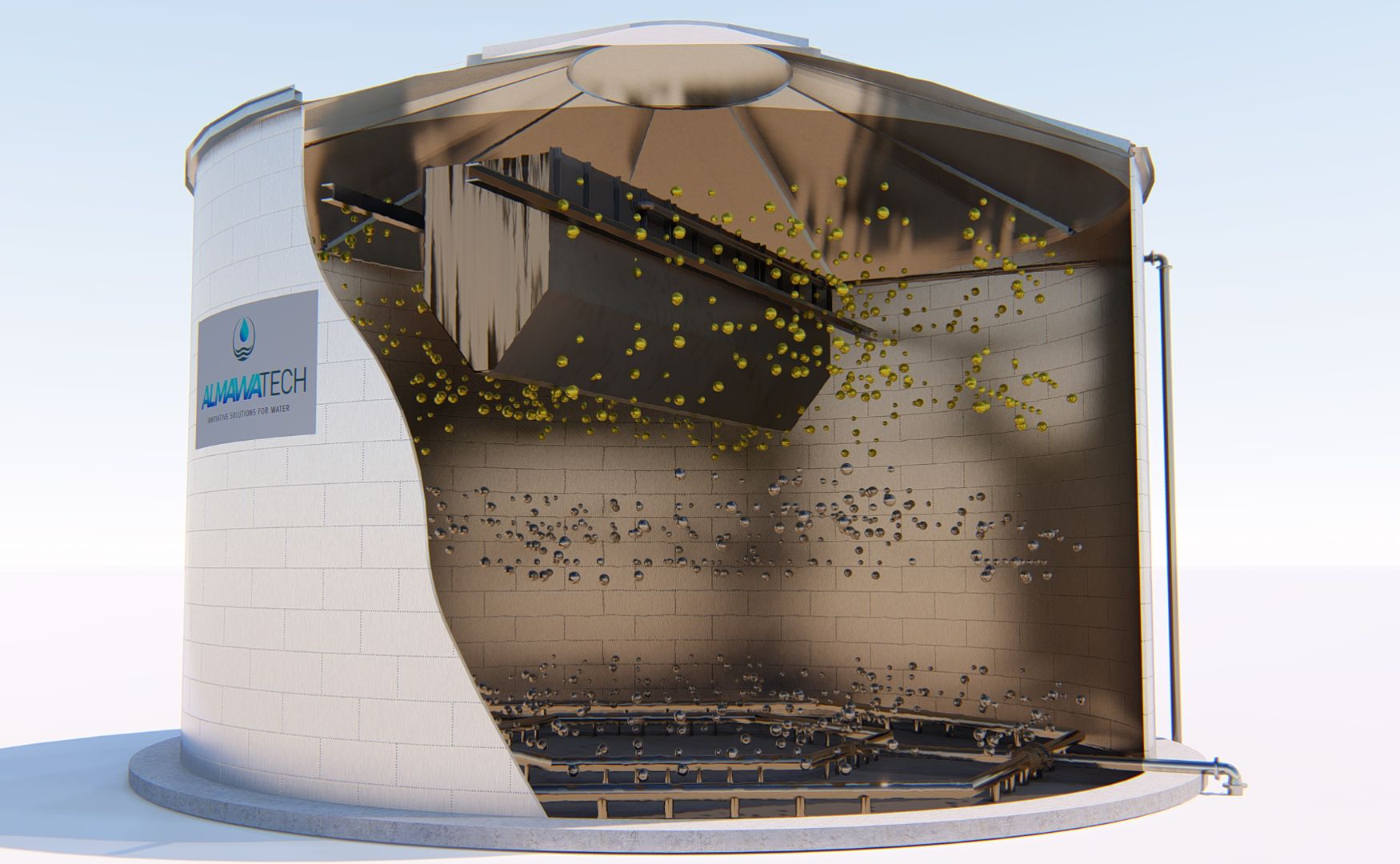
ALMA BIO UASB
Einstufiger anaerober Reaktor ALMA UASB zur Gewinnung von Biogas aus Abwässern der Lebensmittelindustrie mit Reaktorgrößen bis 3.000 m³ und Biomasserückführung.

ALMA BHU GMR