


Tobacco factory, Luxembourg, ALMA Neutra
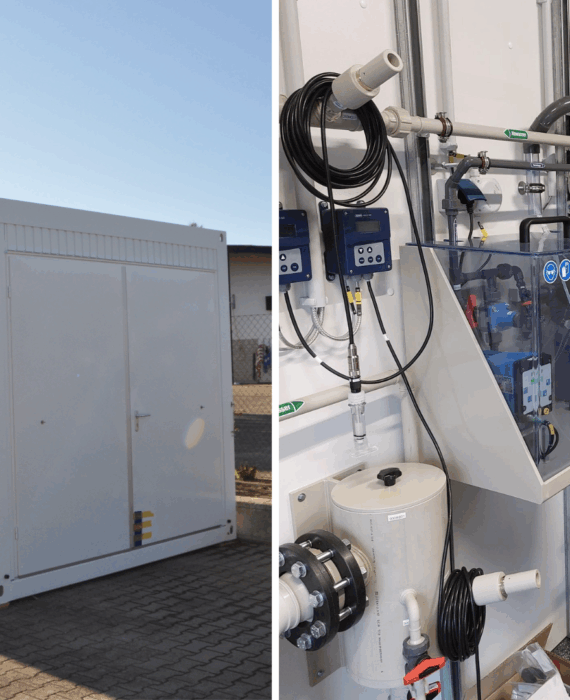
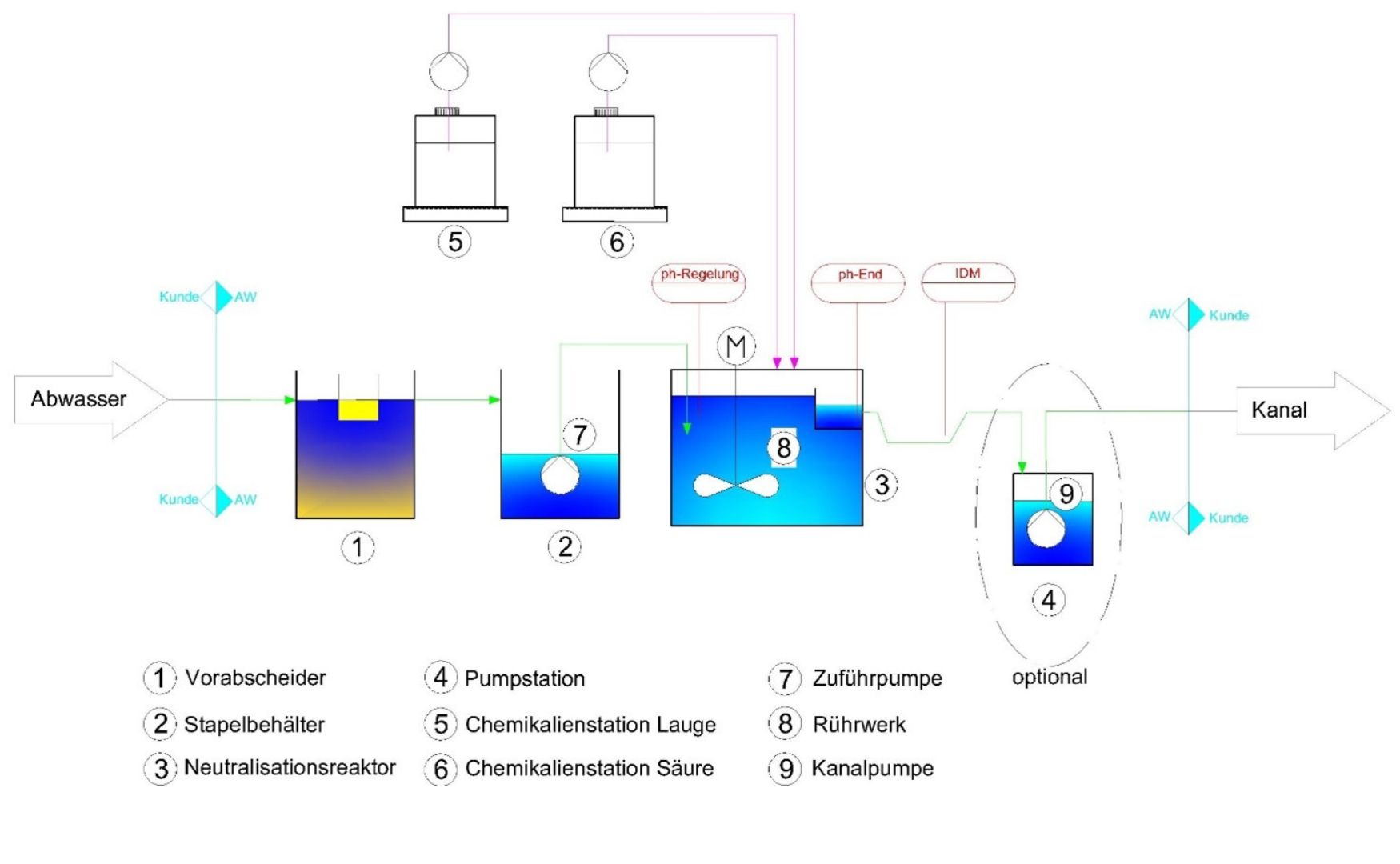
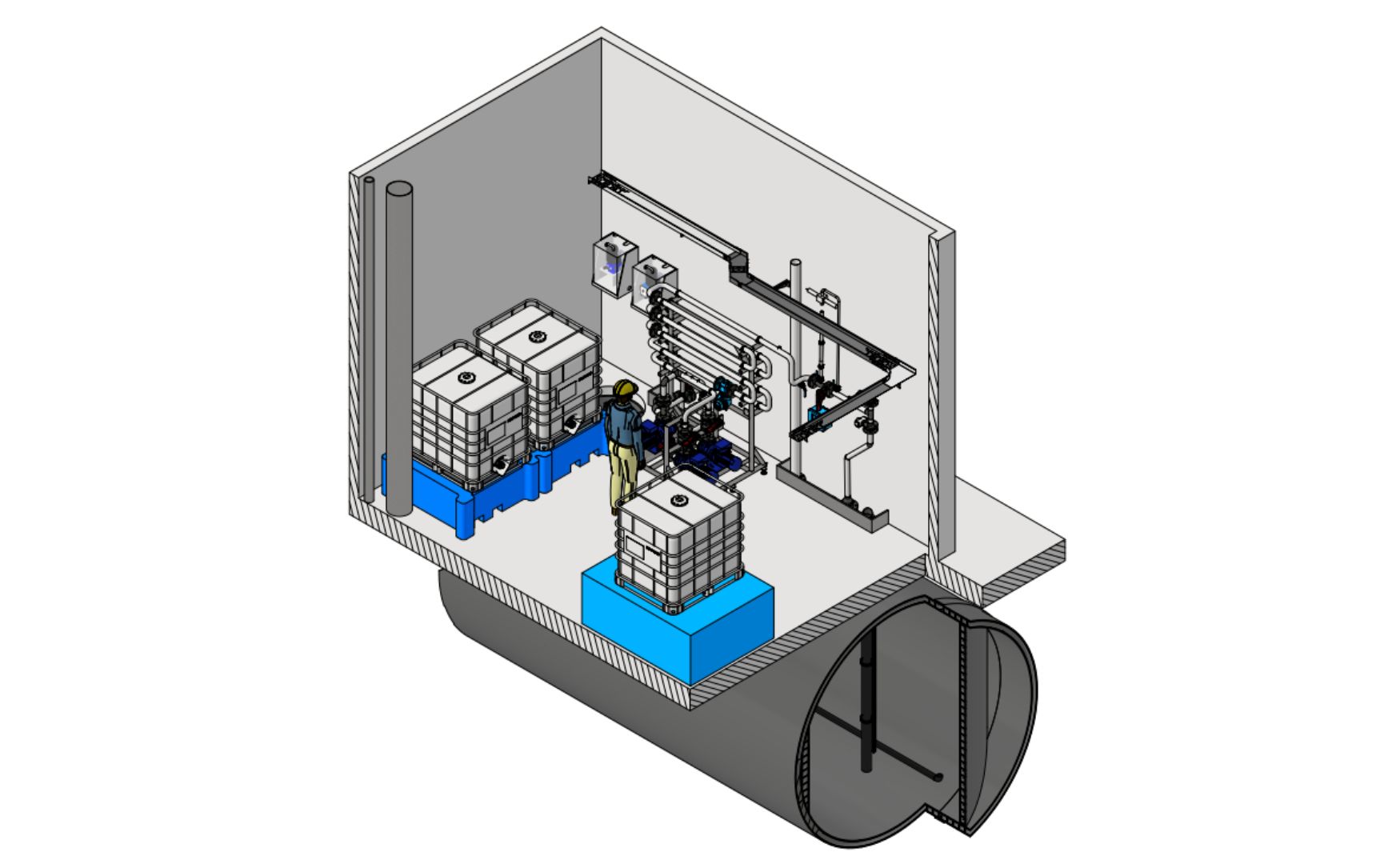
ALMAWATECH implemented a compact neutralization plant in container design for a tobacco factory to treat 30 m³/day of acidic wastewater. The insulated and heated ALMA module has an agitated stacking tank for homogenization and a fully automatic, pH-controlled neutralization system that ensures stable operating conditions and standard-compliant discharge values.

Sternquell Brauerei GmbH, ALMA Neutra
Treatment of 360m3 of brewery wastewater per day with a pump shaft, solids separator and a neutralization system for Sternquell Brauerei GmbH.

Molkerei Niesky GmbH, Germany, ALMA module
A combination of an aerated mixing and equalization tank with downstream CO₂ neutralization installed in the ALMA module for Molkerei Niesky GmbH.

Vogtlandmilch GmbH, Germany, ALMA Neutra
A grease separator with a neutralization system (ALMA Neutra) installed in the ALMA module for Vogtlandmilch GmbH.









ALMA CHEM MCW Modular
Modular precipitation and flocculation system, with reverse osmosis module for water reuse if required.

ALMA OXI Fenton
Combination process of precipitation and flocculation plant with dosing of hydrogen peroxide for the elimination of poorly degradable COD and trace substances.

ALMA CHEM MCW
Chemical-physical precipitation and flocculation plant incl. sludge treatment as a continuous or batch plant for wastewater from the non-food industry.
ALMA BHU LHPS
A continuous-flow precipitation and flocculation system designed as a compact unit for large wastewater flows of up to 10,000 m³/h, featuring special honeycomb-shaped lamella separators.

ALMA CP Compact
Compact CP system for precipitation and flocculation of dissolved impurities with subsequent sludge separation via a belt filter.

ALMA NeoDAF HDED
The ALMA NeoDAF HDED is a pressure-relief flotation system designed for wastewater flows of 10–200 m³/h.