Reverse osmosis (RO) is one of the most advanced and effective water treatment processes. It is used worldwide in various industries, including the food and beverage industry, the chemical industry, electronics production and power generation. With its ability to remove up to 99% of dissolved solids and impurities, reverse osmosis provides precise control over water quality. This article provides a detailed look at the technical principles, applications and challenges of reverse osmosis.
Table of contents
Technical basics
Principle of reverse osmosis
Reverse osmosis is based on the physical principle of osmosis. Osmosis describes the flow of water through a semi-permeable membrane from an area with a low concentration of dissolved substances to an area with a high concentration. In reverse osmosis, this process is reversed by applying pressure. The water is forced through the membrane, while dissolved substances and impurities are retained.

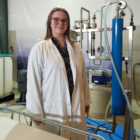
Photo: Our ALMA OSMO Process concentrate stage reverse osmosis system, installed in the ALMA Modul technical room container
Membranes and their properties
The membrane is the heart of a reverse osmosis system. The following membrane types are typically used:
Thin-film composite membranes (TFC): Made of polyamide, they offer high chemical resistance and excellent salt retention rates.
Cellulose acetate membranes: less resistant to chemicals, but more cost-effective.
Properties of modern reverse osmosis membranes:
Pore size in the nanometer range (0.1 nm to 0.5 nm).
High salt retention rate (> 99 %).
Resistant to high pressure (up to 70 bar for seawater desalination).
Components of a reverse osmosis system
Pre-treatment: Protection of the membranes against fouling and scaling by:
Dosing of antiscalants to prevent calcium or sulphate deposits.
pH adjustment.
High-pressure pumps: Generate the necessary pressure to overcome the osmotic pressure.
RO membrane modules: Contain the membranes through which the water is filtered.
Permeate and concentrate streams: Purified water is referred to as permeate, while the concentrate contains the retained substances.
Control and monitoring systems: Enable control of pressure, flow rate, salt retention and other operating parameters.

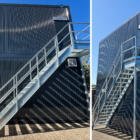
Photo: Our reverse osmosis system for treating wastewater for internal reuse (Water-ReUse)
Applications of reverse osmosis
1. industrial process water treatment
Reverse osmosis is often used to provide high-purity water for industrial processes. Examples:
Electronics industry: Production of ultrapure water for the production of semiconductors.
Food and beverage industry: water desalination for the production of beverages.
2. seawater desalination
In regions where water is scarce, reverse osmosis is a bowl technology for producing drinking water from seawater. These systems work with operating pressures of up to 70 bar in order to cope with the high salt content.
3. boiler feed water treatment
Reverse osmosis is used to produce demineralized water for steam boilers to reduce scale formation and corrosion.
4. water recycling and recirculation
Reverse osmosis enables wastewater to be reused in closed circuits, which is particularly important in the chemical, metalworking and food industries.
Water recycling with reverse osmosis:
In water recycling, wastewater produced in industrial processes is treated by reverse osmosis systems in order to return it to the cycle. Typical applications and benefits include:
Reduction of fresh water withdrawal: By recycling purified water, natural water resources are conserved.
Cost savings: The reuse of process water reduces expenditure on water procurement and wastewater disposal.
Improving sustainability: Recycling reduces the ecological footprint of industrial companies.
Typical challenges in water recycling:
High organic loads (TOC, COD): These parameters often require additional pre-treatment such as biofiltration or precipitation.
Salt accumulation: Repeated recycling can lead to an increased salt concentration, which must be controlled.
Scaling and fouling: Wastewater often contains dissolved solids and microorganisms that can contaminate membranes.
Solutions for successful water recycling:
Multi-stage pre-treatment: Use of filtration, activated carbon and chemical additives to condition the inlet water.
Concentrate management: Integration of concentrate-staged reverse osmosis or evaporator technologies to minimize waste streams.
Automated control systems: Continuous monitoring and adjustment of operating parameters to ensure stable performance.

Photo: Our reverse osmosis system for the production of demineralized water, incl. softening system
Challenges in practice
1. scaling and fouling
Scaling is caused by the precipitation of poorly soluble salts such as calcium carbonate or barium sulphate. Fouling is caused by organic substances, biofilms or particles. Pre-treatment measures and the use of antiscalants are essential to minimize these problems.
2. energy demand
Operating a reverse osmosis system requires a great deal of energy, especially when desalinating seawater. However, advances in energy recovery, such as the use of pressure exchangers (ERD), have significantly reduced energy consumption.
3. use of chemicals
Additional chemicals for pre-treatment and cleaning can increase operating costs. Optimized control can minimize the use of chemicals.
4. concentrate disposal
The concentrate contains high concentrations of salts and impurities, the environmentally sound disposal of which poses a challenge.
Conclusion
Reverse osmosis is an indispensable technology in modern water treatment. It offers a flexible and efficient solution for a wide range of applications, from seawater desalination to process water treatment. Despite technical challenges such as scaling, energy requirements and concentrate disposal, continuous innovations and optimizations offer new opportunities to make this technology even more efficient and sustainable.
For further information on our products, please feel free to contact us at any time!