Die anaerobe Abwasserbehandlung ist ein biologisches Verfahren, bei dem Mikroorganismen in sauerstofffreier Umgebung organische Verbindungen abbauen. Anders als in aeroben Verfahren, bei denen Sauerstoff als Elektronenakzeptor benötigt wird, nutzen die Mikroorganismen im anaeroben Prozess andere Verbindungen wie Kohlendioxid, Sulfat oder Nitrat.
Das Herzstück dieses Prozesses ist die Mikrobengemeinschaft:
Hydrolysebakterien zerlegen komplexe organische Moleküle (Fette, Eiweiße, Kohlenhydrate) in kleinere Bestandteile.
Säurebildner wandeln diese in organische Säuren, Alkohole und Wasserstoff um.
Methanbildner (Archaeen) produzieren schließlich aus diesen Zwischenprodukten Methan (CH₄) und Kohlendioxid (CO₂) – zusammen bekannt als Biogas.
Inhaltsverzeichnis
Vorteile der anaeroben Behandlung
Energiegewinn statt Energieverbrauch – das entstehende Biogas kann zur Strom- und Wärmeerzeugung genutzt werden.
Hohe CSB- und BSB5-Abbauleistung bei vergleichsweise geringer Schlammproduktion.
Geringerer Nährstoffbedarf (Stickstoff, Phosphor) im Vergleich zu aeroben Verfahren.
Kompakte Anlagengröße bei hohen organischen Belastungen.
Funktionsprinzip eines anaeroben Reaktors
Das organikreiche Abwasser wird in einen geschlossenen, gasdichten Reaktor geleitet. Die dort befindliche Biomasse (Schlamm oder Granulat) sorgt für den biologischen Abbau. Das entstehende Biogas wird im oberen Teil des Reaktors gesammelt, gereinigt und energetisch genutzt. Über verschiedene interne oder externe Trennstufen wird die Biomasse im System gehalten (Biomasserückführung), während das behandelte Wasser ausgetragen wird.
Die Anlagentechnik kann je nach Zusammensetzung des Abwassers, Feststoffgehalt, Temperatur, hydraulischer Belastung und CSB-Konzentration variieren. ALMAWATECH setzt dafür drei bewährte Grundkonzepte ein:
Im Folgenden stellen wir diese drei Verfahren, ihre Vorteile und Einsatzgebiete sowie die Unterschiede im Umgang mit gelösten und ungelösten organischen Stoffen vor.

Foto: Unsere Biogasanlage ALMA BHU GMR als volldurchmischter Reaktor mit externer Biomasserückführung
Voll durchmischte Reaktoren mit Biomasserückführung
Voll durchmischte anaerobe Reaktoren sind robuste und bewährte Systeme, die sich besonders für Abwässer mit hohem Anteil an ungelösten oder schwer abbaubaren organischen Stoffen eignen. In einem geschlossenen, gasdichten Behälter wird das Abwasser intensiv mit der vorhandenen Biomasse vermischt, sodass ein gleichmäßiger Kontakt zwischen Substrat und Mikroorganismen besteht. Die Durchmischung kann dabei auf zwei Arten erfolgen:
Mechanische Rührwerke – sorgen für eine gleichmäßige Verteilung von Feststoffen und Nährstoffen im gesamten Reaktorvolumen.
Biogasanlagen wie der ALMA BHU GMR-Reaktor – nutzen das im Prozess entstehende Biogas zur Durchmischung. Dies ist insbesondere bei großen Volumina deutlich energieeffizienter und verhindert typische Probleme mechanischer Systeme, wie Kalziumablagerungen an Rührwerken, die zu Unwucht, mechanischen Schäden und im schlimmsten Fall zu Ausfällen von Reaktor und Rührwerk führen können.
Vorteile voll durchmischter Systeme
Hohe Toleranz gegenüber hohen Feststoffgehalten im Zulauf
Verarbeitung unterschiedlichster organischer Stoffe (gelöst, suspendiert, partikulär)
Hohe Prozessstabilität bei schwankenden Zulaufmengen und Belastungen
Flexibler Betrieb bei wechselnden Abwasserzusammensetzungen
Hohe Biogasausbeute durch vollständigen Substratkontakt mit der Biomasse
Energieeffiziente Betriebsweise mit Gasmischung (insbesondere bei großvolumigen Anlagen)
Keine beweglichen Mischelemente im Medium bei Gasmischsystemen → geringerer Wartungsaufwand
Einsatzgebiete
Lebensmittelindustrie (Molkereien, Schlachthöfe, Fett- und Ölverarbeitung)
Getränkeindustrie (Fruchtsaft, Brauerei, Softdrinks)
Chemische Industrie mit partikulären Reststoffen
Kommunale Klärtechnik – dort ist der voll durchmischte Reaktor (insbesondere als Faulbehälter) die am häufigsten eingesetzte Technologie zur anaeroben Behandlung.
Optimale Stoffstromtrennung für höhere Effizienz
Ein besonders wirkungsvoller Ansatz besteht darin, die gelösten und ungelösten organischen Anteile bereits vor der anaeroben Behandlung zu trennen – beispielsweise durch eine vorgeschaltete Flotation.
Die gelösten Stoffe können anschließend in Hochleistungsreaktoren wie UASB- oder EGSB-Anlagen verarbeitet werden, die für solche Substrate optimale Abbauleistungen erzielen.
Die ungelösten Feststoffe werden in Faulbehältern oder voll durchmischten Reaktoren behandelt, wo längere Verweilzeiten und vollständige Durchmischung gewährleistet sind.
Diese Auftrennung reduziert die notwendige Behandlungsenergie erheblich, steigert die Biogasausbeute und führt zu insgesamt effizienteren Biogasanlagen – sowohl im industriellen als auch im kommunalen Maßstab.

Foto: Unsere Biogasanlage ALMA BHU GMR als volldurchmischter Reaktor mit externer Biomasserückführung
UASB-Reaktoren (Upflow Anaerobic Sludge Blanket)
Der UASB-Reaktor ist eines der weltweit am häufigsten eingesetzten Verfahren zur anaeroben Behandlung industrieller Abwässer mit hohem Anteil an gelösten organischen Stoffen. Er wurde in den 1970er Jahren entwickelt und zeichnet sich durch eine kompakte Bauweise und einen sehr hohen Biomassegehalt aus.
Funktionsprinzip
Zulauf von unten: Das Abwasser wird am Reaktorboden eingeleitet und strömt von unten nach oben durch das Schlammkissen (Sludge Blanket).
Granulierte Biomasse: Die im Reaktor befindliche Biomasse liegt in Form dichter, gut sedimentierbarer Granulate vor. Diese bestehen aus hochaktiven anaeroben Mikroorganismen.
Kontakt & Abbau: Während das Wasser durch das Granulatbett aufsteigt, werden die organischen Substanzen in mehreren Stufen (Hydrolyse, Säurebildung, Methanbildung) abgebaut.
Biogasbildung: Das entstehende Methan-CO₂-Gemisch steigt nach oben und sorgt gleichzeitig für eine sanfte interne Durchmischung.
Dreiphasentrennung: Am oberen Ende des Reaktors befindet sich ein sogenannter Gas-Solids-Liquid-Separator (GSL), der Wasser, Gas und Biomasse voneinander trennt:
Das Biogas wird nach oben ausgetragen und zur Energiegewinnung genutzt.
Die Biomasse sinkt zurück in den Reaktor.
Das gereinigte Wasser wird aus dem Überlauf abgeführt.
Vorteile des UASB-Systems
Hohe Raum-Zeit-Ausbeute durch hohe Biomassekonzentration (10–30 g VSS/l)
Sehr kompakte Bauform → geringer Flächenbedarf
Geringer Energieverbrauch – keine externen Rührwerke nötig, da das Biogas für die Durchmischung sorgt
Einfache Hydraulik mit nur einer Hauptrichtung des Wasserstroms
Gute Prozessstabilität bei schwankenden Zulaufkonzentrationen (CSB)
Kurze hydraulische Verweilzeiten (6–12 Stunden möglich) bei hohen Abbauleistungen
Robust gegenüber Stoßbelastungen in Bezug auf Volumenstrom und CSB-Konzentration
Einsatzgebiete
UASB-Reaktoren eignen sich besonders für flüssige, weitgehend partikelfreie Abwässer mit hoher biologischer Abbaubarkeit:
Lebensmittel- und Getränkeindustrie (Brauereien, Softdrinks, Fruchtsäfte)
Zucker- und Stärkefabriken
Chemische Industrie (leicht abbaubare organische Chemikalien, z. B. Ethanol, organische Säuren)
Papier- und Zellstoffindustrie (nach Vorbehandlung zur Entfernung grober Feststoffe)
Grenzen und Vorbehandlung
Feststoffempfindlichkeit: Hohe Anteile ungelöster Feststoffe können die Schlammstruktur stören → Vorbehandlung wie Sedimentation oder Flotation ist oft erforderlich.
Fett- und Ölbelastung: Hohe Konzentrationen an Fetten können zur Schwimmdeckenbildung führen → ggf. Fettabscheider notwendig.
Temperaturabhängigkeit: Optimaler Betrieb meist bei 30–38 °C (mesophil), ggf. Beheizung bei kalten Zuläufen.

Foto: Unser UASB-Reaktor ALMA BIO UASB mit innenliegendem 3-Phasenabscheider
EGSB-Reaktoren (Expanded Granular Sludge Bed)
Der EGSB-Reaktor (Expanded Granular Sludge Bed) ist eine Weiterentwicklung des UASB-Konzepts und gehört zu den leistungsfähigsten anaeroben Reaktorsystemen für flüssige, gelöste Abwasserströme. Der entscheidende Unterschied liegt in der höheren hydraulischen Strömungsgeschwindigkeit, die das Granulatbett im Betrieb leicht anhebt und expandieren lässt. Dadurch wird der Kontakt zwischen Biomasse und Abwasser intensiviert und die Stoffaustauschrate deutlich gesteigert.
Funktionsprinzip
Zulauf von unten: Das Abwasser tritt wie beim UASB am Reaktorboden ein.
Erhöhte Fließgeschwindigkeit: Durch höhere Zulaufgeschwindigkeiten und ggf. interne Rezirkulation expandiert das Schlammgranulatbett.
Bessere Durchströmung: Die Aufwärtsbewegung vergrößert die Kontaktfläche zwischen Biomasse und Substrat, was zu einer sehr hohen Abbauleistung auch bei geringer organischer Belastung führt.
Dreiphasentrennung: Am Kopf des Reaktors trennt ein optimierter Gas-Solids-Liquid-Separator das entstehende Biogas, die Biomasse und das gereinigte Wasser.
Biomasserückführung: Biomasse wird effizient im System gehalten, feine Partikel werden abgefangen und in den Reaktor zurückgeführt.
Vorteile des EGSB-Systems
Sehr hohe volumetrische Abbauleistung (bis zu 15–20 kg CSB/m³·d)
Kompakte Bauweise bei minimalem Flächenbedarf
Kurze hydraulische Verweilzeiten (3–8 Stunden) möglich
Effizient auch bei niedrigen Zulauf-CBS-Werten (< 3.000 mg/l) – im Gegensatz zu klassischen UASB-Systemen
Hohe Biomassekonzentration durch stabile Granulatstruktur
Sehr geringe Schlammproduktion → niedrige Entsorgungskosten
Geringer Energieverbrauch (nur für Rezirkulationspumpen)
Einsatzgebiete
EGSB-Reaktoren sind ideal für niedrig bis mittel hoch belastete Abwässer, die vorwiegend gelöste und leicht abbaubare organische Stoffe enthalten:
Getränkeindustrie (Softdrinks, Fruchtsäfte, Brauereien)
Zucker-, Stärke- und Süßwarenproduktion
Fermentationsindustrie (z. B. Ethanol, organische Säuren)
Lebensmittelindustrie mit gut filtrierbaren Abwässern
Teilströme aus der chemischen Industrie mit definierter Zusammensetzung
Grenzen und Vorbehandlung
Feststoffempfindlichkeit: Hohe Anteile ungelöster Stoffe können die Expansion des Bettes stören → Vorbehandlung durch Sedimentation, Filtration oder Flotation erforderlich.
Fett- und Ölbelastung: Bei zu hohem Anteil an lipophilen Substanzen besteht Gefahr von Granulatverklebung → Fettabscheider oder chemisch-physikalische Vorbehandlung empfohlen.
Hydraulische Anforderungen: Erfordern konstante Fließgeschwindigkeiten und stabile Zuflussbedingungen für optimale Expansion.
Temperaturführung: Wie beim UASB mesophile Bedingungen (30–38 °C) optimal; ggf. Heizung notwendig.
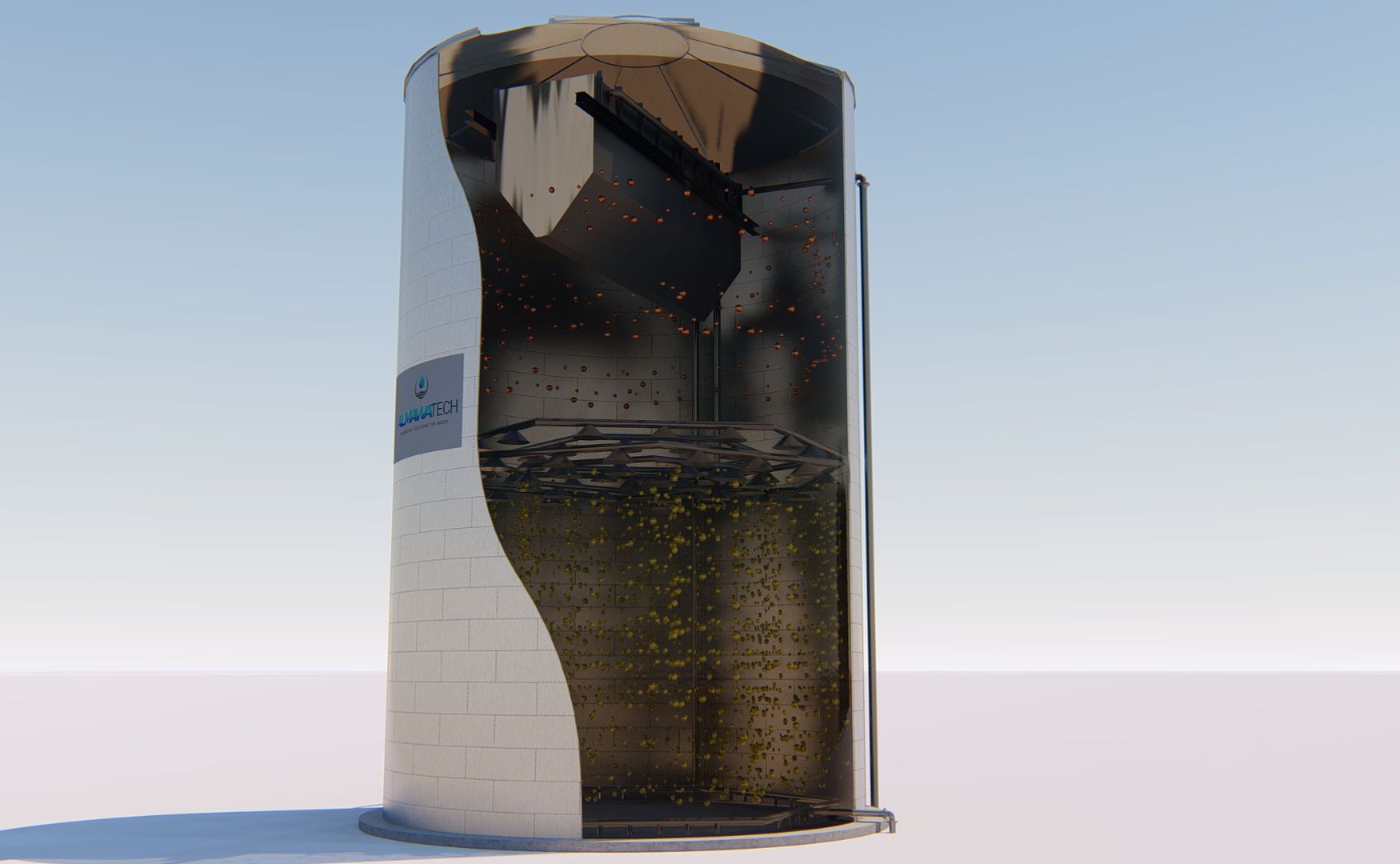
Foto: Zeichnung unseres EGSB-Reaktors ALMA BHU EGSB, in der der zweistufige Aufbau sowie der oben angeordnete 3-Phasenabscheider deutlich erkennbar sind.
Gelöste vs. ungelöste Stoffe in der Vergärung
Die Wahl des geeigneten anaeroben Reaktortyps hängt maßgeblich davon ab, ob das Abwasser hauptsächlich gelöste oder ungelöste organische Stoffe enthält:
Gelöste organische Stoffe (z. B. Zucker, Alkohole, organische Säuren) werden von UASB- und EGSB-Reaktoren sehr effizient abgebaut, da sie leicht in die Biomasse diffundieren und schnell umgesetzt werden.
Ungelöste organische Stoffe (z. B. Fette, Proteine, Fasern) erfordern längere Kontaktzeiten und intensivere Durchmischung, wie sie in voll durchmischten Reaktoren mit Biomasserückführung gewährleistet wird.
Mischabwässer mit sowohl gelösten als auch ungelösten Bestandteilen profitieren oft von einer Kombination: mechanisch/physikalische Vorbehandlung (z. B. Flotation) und anschließend anaerobe Stufe.
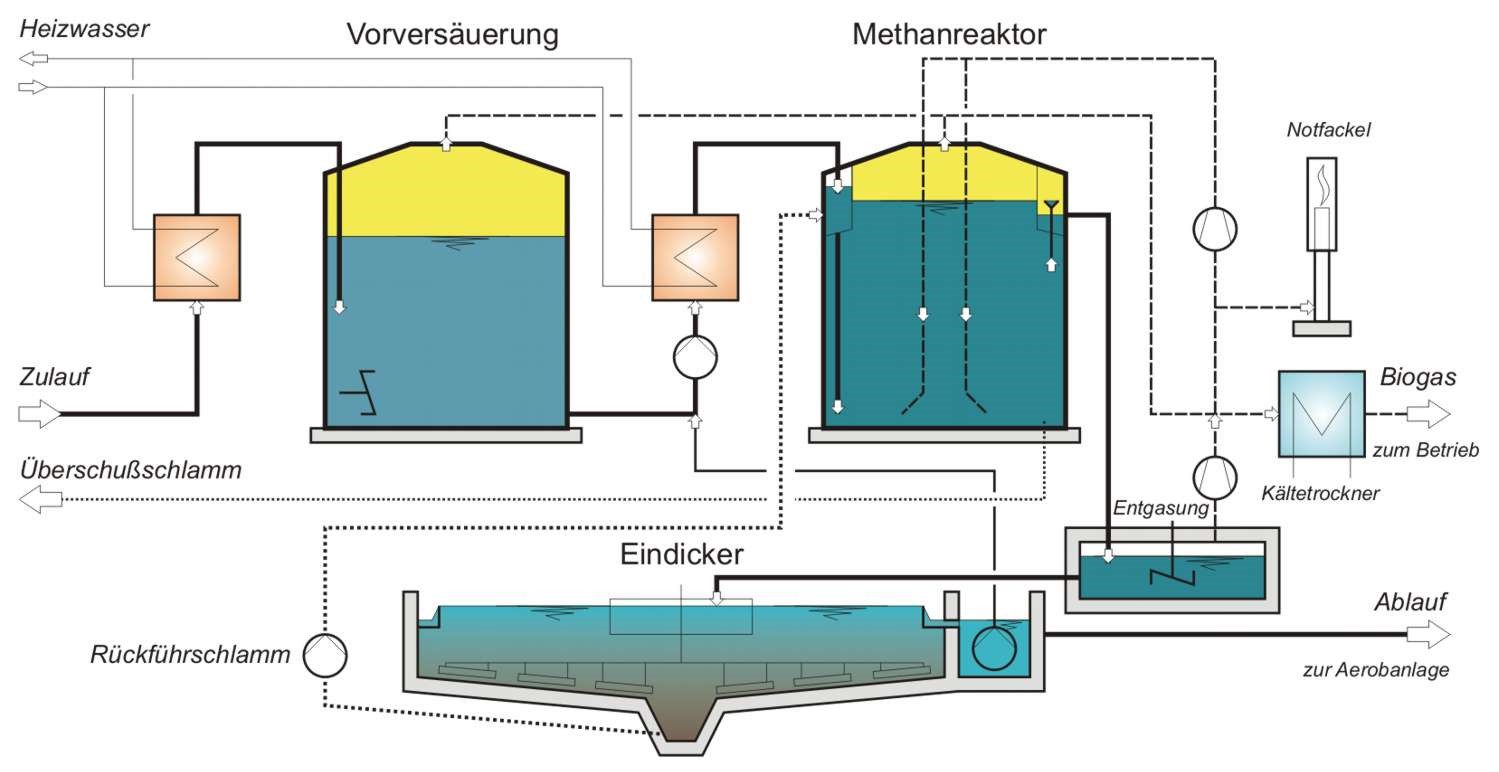
Foto: Verfahrensschema eines volldurchmischten Biogasreaktors ALMA BHU GMR, mit vorheriger Versäuerung, sowie externer Biomasserückführung
Fazit – Die passende Lösung für jede Abwasserherausforderung
Mit den volldurchmischten Biogasreaktoren mit Biomasserückführung, den kompakten UASB-Reaktoren und den leistungsstarken EGSB-Reaktoren decken wir die gesamte Bandbreite moderner anaerober Verfahren ab. Durch unsere langjährige Erfahrung in der Auslegung und Kombination dieser Technologien können wir maßgeschneiderte Lösungen für nahezu jede industrielle Abwasserproblematik anbieten – inklusive der optimalen Vor- und Nachbehandlung.