The beztlenowe oczyszczanie ścieków to proces biologiczny, w którym mikroorganizmy rozkładają związki organiczne w środowisku pozbawionym tlenu. W przeciwieństwie do procesów tlenowych, w których tlen jest wymagany jako akceptor elektronów, mikroorganizmy w procesie beztlenowym wykorzystują inne związki, takie jak dwutlenek węgla, siarczan lub azotan.
Sercem tego procesu jest społeczność drobnoustrojów:
Bakterie hydrolizujące rozkładają złożone cząsteczki organiczne (tłuszcze, białka, węglowodany) na mniejsze składniki.
Kwasy przekształcają je w kwasy organiczne, alkohole i wodór.
Metanogeny (archaea) ostatecznie wytwarzają metan ( CH₄ ) i dwutlenek węgla (CO₂ ) z tych produktów pośrednich - razem znanych jako biogaz.
Spis treści
Zalety oczyszczania beztlenowego
Odzysk energii zamiast jej zużycia - powstały biogaz można wykorzystać do produkcji energii elektrycznej i ciepła.
Wysoka wydajność degradacji ChZT i BZT5 przy stosunkowo niskiej produkcji osadu.
Niższe zapotrzebowanie na składniki odżywcze (azot, fosfor) w porównaniu z procesami tlenowymi.
Kompaktowy rozmiar systemu dla dużych obciążeń organicznych.
Zasada działania reaktora beztlenowego
Bogate w substancje organiczne ścieki trafiają do zamkniętego, gazoszczelnego reaktora. Zawarta tam biomasa (osad lub granulat) zapewnia rozkład biologiczny. Powstały biogaz jest zbierany w górnej części reaktora, oczyszczany i wykorzystywany jako źródło energii. Biomasa jest utrzymywana w systemie poprzez różne wewnętrzne lub zewnętrzne etapy separacji (recyrkulacja biomasy), podczas gdy oczyszczona woda jest odprowadzana.
Technologia systemu może się różnić w zależności od składu ścieków, zawartości ciał stałych, temperatury, obciążenia hydraulicznego i stężenia ChZT. ALMAWATECH wykorzystuje trzy wypróbowane i przetestowane podstawowe koncepcje:
Poniżej przedstawiamy te trzy procesy, ich zalety i obszary zastosowań, a także różnice w postępowaniu z rozpuszczonymi i nierozpuszczonymi substancjami organicznymi.

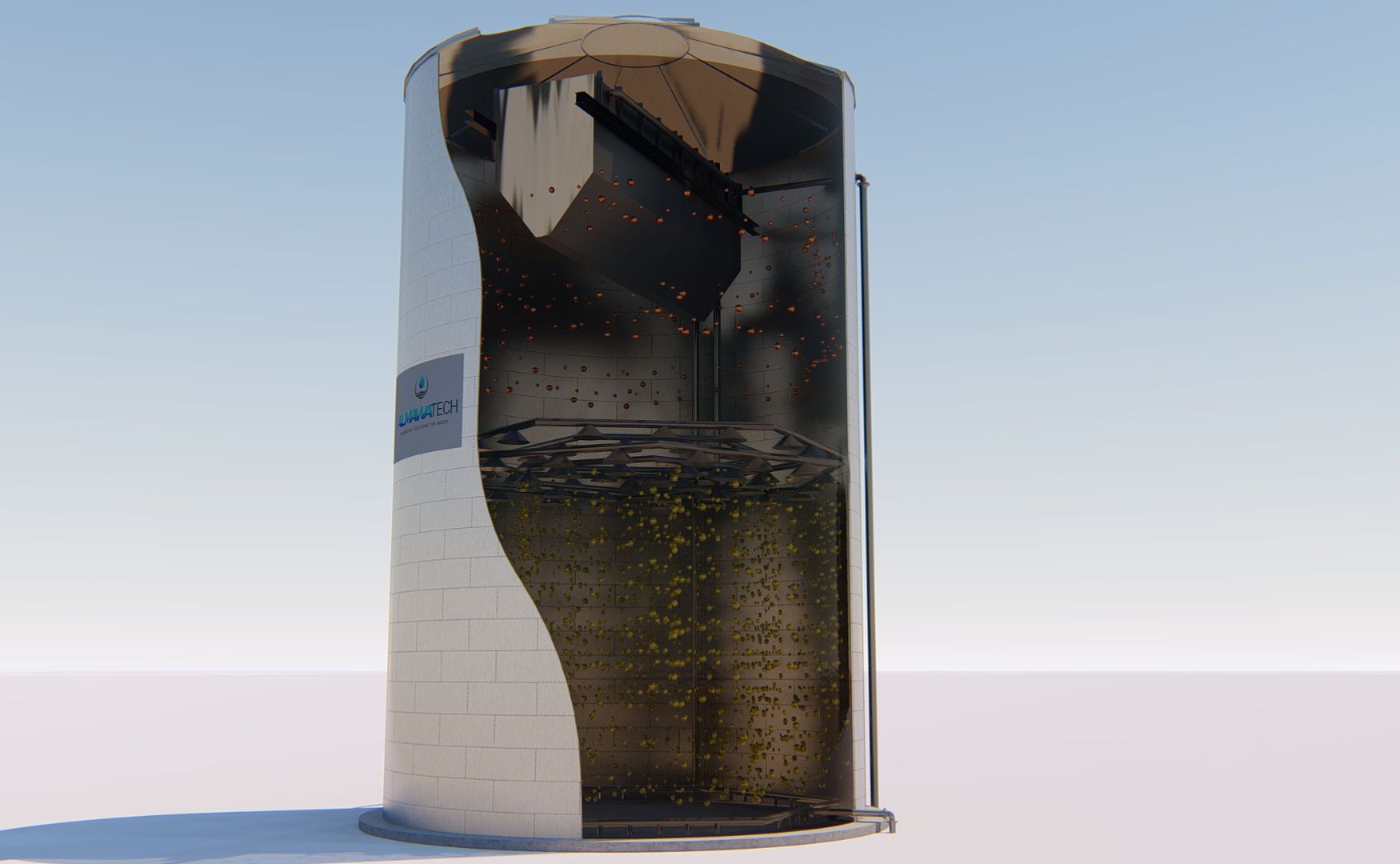
Zdjęcie: Nasza biogazownia ALMA BHU GMR jako w pełni mieszany reaktor z zewnętrzną recyrkulacją biomasy
W pełni mieszane reaktory z recyrkulacją biomasy
W pełni mieszane reaktory beztlenowe to solidne i sprawdzone systemy, które są szczególnie odpowiednie do ścieków o dużej zawartości nierozpuszczonych lub słabo rozkładalnych substancji organicznych. W zamkniętym, gazoszczelnym zbiorniku ścieki są intensywnie mieszane z istniejącą biomasą, tak aby zapewnić równomierny kontakt między substratem a mikroorganizmami. Mieszanie może odbywać się na dwa sposoby:
Mieszadła mechaniczne - zapewniają równomierny rozkład ciał stałych i składników odżywczych w całej objętości reaktora.
Instalacje biogazowe, takie jak reaktor ALMA BHU GMR, wykorzystują biogaz wytwarzany w procesie mieszania. Jest to znacznie bardziej energooszczędne, zwłaszcza w przypadku dużych objętości, i zapobiega typowym problemom systemów mechanicznych, takim jak osady wapnia na mieszadłach, które mogą prowadzić do niewyważenia, uszkodzeń mechanicznych, a w najgorszym przypadku do awarii reaktora i mieszadła.
Zalety systemów w pełni mieszanych
Wysoka tolerancja na wysoką zawartość ciał stałych we wlocie
Przetwarzanie szerokiej gamy substancji organicznych (rozpuszczonych, zawieszonych, cząstek stałych)
Wysoka stabilność procesu przy zmiennych ilościach i obciążeniach wsadu
Elastyczne działanie przy zmieniających się składach ścieków
Wysoka wydajność biogazu dzięki całkowitemu kontaktowi substratu z biomasą
Energooszczędna praca z mieszaniem gazów (szczególnie w przypadku systemów o dużej objętości)
Brak ruchomych elementów mieszających w medium w systemach mieszania gazów → Mniejsze wymagania konserwacyjne
Obszary zastosowania
Przemysł spożywczy (mleczarnie, rzeźnie, przetwórstwo tłuszczu i oleju)
Przemysł napojów (soki owocowe, browary, napoje bezalkoholowe)
Przemysł chemiczny z pozostałościami cząstek stałych
Technologia oczyszczania ścieków komunalnych - w pełni mieszany reaktor (zwłaszcza jako komora fermentacyjna) jest najczęściej stosowaną technologią oczyszczania beztlenowego.
Zoptymalizowana separacja przepływu materiału dla większej wydajności
Szczególnie skutecznym podejściem jest oddzielenie rozpuszczonych i nierozpuszczonych składników organicznych przed obróbką beztlenową - na przykład za pomocą flotacji wstępnej flotacji.
Rozpuszczone substancje mogą być następnie przetwarzane w wysokowydajnych reaktorach, takich jak instalacje UASB lub EGSB, które osiągają optymalne szybkości degradacji takich substratów.
Nierozpuszczone substancje stałe są przetwarzane w komorach fermentacyjnych lub w pełni mieszanych reaktorach, gdzie gwarantowane są dłuższe czasy retencji i całkowite wymieszanie.
Separacja ta znacznie zmniejsza wymaganą energię przetwarzania, zwiększa wydajność biogazu i prowadzi do bardziej wydajnych biogazowni - zarówno w skali przemysłowej, jak i komunalnej.

Zdjęcie: Nasza biogazownia ALMA BHU GMR jako w pełni mieszany reaktor z zewnętrzną recyrkulacją biomasy
Reaktory UASB (Upflow Anaerobic Sludge Blanket)
Reaktor Reaktor UASB to jeden z najczęściej stosowanych na świecie procesów beztlenowego oczyszczania ścieków przemysłowych o wysokiej zawartości rozpuszczonych substancji organicznych. Został on opracowany w latach 70. i charakteryzuje się kompaktową konstrukcją oraz bardzo wysoką zawartością biomasy.
Zasada działania
Wlot od dołu: Ścieki są wprowadzane w dolnej części reaktora i przepływają od dołu do góry przez warstwę osadu.
Biomasa granulowana: Biomasa w reaktorze ma postać gęstych, łatwo sedymentujących granulek. Składają się one z wysoce aktywnych mikroorganizmów beztlenowych.
Kontakt i degradacja: Podczas gdy woda przepływa przez złoże granulatu, substancje organiczne ulegają degradacji na kilku etapach (hydroliza, tworzenie kwasu, tworzenie metanu).
Tworzenie biogazu: Powstała mieszanina metanu i CO₂ unosi się do góry, zapewniając jednocześnie delikatne mieszanie wewnętrzne.
Separacja trójfazowa: W górnej części reaktora znajduje się tak zwany separator gaz-ciało stałe-ciecz (GSL ), który oddziela od siebie wodę, gaz i biomasę:
Biogaz jest odprowadzany do góry i wykorzystywany do wytwarzania energii.
Biomasa opada z powrotem do reaktora.
Oczyszczona woda jest odprowadzana z przelewu.
Zalety systemu UASB
Wysoka wydajność przestrzenna dzięki wysokiemu stężeniu biomasy (10-30 g VSS/l)
Bardzo kompaktowa konstrukcja → niewielkie zapotrzebowanie na miejsce
Niskie zużycie energii - zewnętrzne mieszadła nie są wymagane, ponieważ mieszanie zapewnia biogaz.
Prosta hydraulika z tylko jednym głównym kierunkiem przepływu wody
Dobra stabilność procesu przy zmiennych stężeniach wsadu (ChZT)
Krótki czas przebywania w układzie hydraulicznym (możliwe 6-12 godzin) z wysoką wydajnością ekstrakcji
Odporność na obciążenia udarowe pod względem przepływu objętościowego i stężenia ChZT
Obszary zastosowania
Reaktory UASB są szczególnie odpowiednie dla płynnych, w dużej mierze pozbawionych cząstek ścieków o wysokiej biodegradowalności:
Przemysł spożywczy i napojów (browary, napoje bezalkoholowe, soki owocowe)
Fabryki cukru i skrobi
Przemysł chemiczny (łatwo degradowalne chemikalia organiczne, np. etanol, kwasy organiczne)
Przemysł papierniczy i celulozowy (po obróbce wstępnej w celu usunięcia gruboziarnistych cząstek stałych)
Limity i obróbka wstępna
Wrażliwość na ciała stałe: Wysoki poziom nierozpuszczonych ciał stałych może zakłócić strukturę osadu → Często wymagana jest obróbka wstępna, taka jak sedymentacja lub flotacja.
Zanieczyszczenie smarem i olejem: Wysokie stężenie smaru może prowadzić do powstawania pływających sufitów → konieczny może być separator smaru.
Zależność od temperatury: Optymalne działanie zwykle w temperaturze 30-38 °C (mezofilne), w razie potrzeby ogrzewanie zimnych wlotów.

Zdjęcie: Nasz reaktor UASB ALMA BIO UASB z wewnętrznym separatorem 3-fazowym
Reaktory EGSB (rozszerzone złoże osadu granulowanego)
Reaktor EGSB (Expanded Granular Sludge Bed) stanowi rozwinięcie koncepcji UASB i jest jednym z najbardziej wydajnych systemów reaktorów beztlenowych dla ciekłych, rozpuszczonych strumieni ścieków. Kluczowa różnica polega na wyższej prędkości przepływu hydraulicznego, która nieznacznie podnosi i rozszerza złoże granulatu podczas pracy. Intensyfikuje to kontakt między biomasą a ściekami i znacznie zwiększa szybkość transferu masy.
Zasada działania
Wlot od dołu: Podobnie jak w przypadku UASB, ścieki wpływają na dno reaktora.
Zwiększona prędkość przepływu: Złoże granulatu osadu rozszerza się z powodu większej prędkości podawania i, w razie potrzeby, wewnętrznej recyrkulacji.
Lepszy przepływ: Ruch w górę zwiększa powierzchnię kontaktu między biomasą a podłożem, co prowadzi do bardzo wysokiej wydajności degradacji nawet przy niskim obciążeniu organicznym.
Separacja trójfazowa: Zoptymalizowany separator gaz-ciało stałe-ciecz, znajdujący się w górnej części reaktora, oddziela wytworzony biogaz, biomasę i oczyszczoną wodę.
Recyrkulacja biomasy: Biomasa jest skutecznie zatrzymywana w systemie, drobne cząstki są wychwytywane i zawracane do reaktora.
Zalety systemu EGSB
Bardzo wysoka wydajność degradacji objętościowej (do 15-20 kg ChZT/m³-d)
Kompaktowa konstrukcja z minimalnym zapotrzebowaniem na miejsce
Możliwe krótkie czasy przebywania w układzie hydraulicznym (3-8 godzin)
Effizient auch bei niedrigen Zulauf-CBS-Werten (< 3.000 mg/l) – im Gegensatz zu klassischen UASB-Systemen
Wysokie stężenie biomasy dzięki stabilnej strukturze granulatu
Bardzo niska produkcja osadu → niskie koszty utylizacji
Niskie zużycie energii (tylko dla pomp recyrkulacyjnych)
Obszary zastosowania
Reaktory EGSB są idealne do ścieków o niskim i średnim stopniu zanieczyszczenia, zawierających głównie rozpuszczone i łatwo degradowalne substancje organiczne:
Przemysł napojów (napoje bezalkoholowe, soki owocowe, browary)
Produkcja cukru, skrobi i wyrobów cukierniczych
Przemysł fermentacyjny (np. etanol, kwasy organiczne)
Przemysł spożywczy z łatwo filtrowalnymi ściekami
Częściowe przepływy z przemysłu chemicznego o określonym składzie
Limity i obróbka wstępna
Wrażliwość na substancje stałe: Wysokie poziomy nierozpuszczonych substancji mogą zakłócać ekspansję złoża → Wymagana obróbka wstępna poprzez sedymentację, filtrację lub flotację.
Obciążenie tłuszczem i olejem: Jeśli udział substancji lipofilowych jest zbyt wysoki, istnieje ryzyko przywierania granulatu → Zalecany separator tłuszczu lub wstępna obróbka chemiczno-fizyczna.
Wymagania hydrauliczne: Wymagają stałych prędkości przepływu i stabilnych warunków napływu dla optymalnej ekspansji.
Kontrola temperatury: Podobnie jak w przypadku UASB, optymalne są warunki mezofilne (30-38 °C); może być konieczne ogrzewanie.
Zdjęcie: Rysunek naszego reaktora EGSB ALMA BHU EGSB, na którym wyraźnie widać dwustopniową strukturę i 3-fazowy separator umieszczony na górze.
Substancje rozpuszczone a nierozpuszczone w procesie fermentacji
Wybór odpowiedniego typu reaktora beztlenowego zależy w dużej mierze od tego , czy ścieki zawierają głównie rozpuszczone czy nierozpuszczone substancje organiczne:
Rozpuszczone substancje organiczne (np. cukry, alkohole, kwasy organiczne) są bardzo skutecznie degradowane przez reaktory UASB i EGSB, ponieważ łatwo dyfundują do biomasy i są szybko przekształcane.
Nierozpuszczone substancje organiczne (np. tłuszcze, białka, włókna) wymagają dłuższego czasu kontaktu i intensywniejszego mieszania, co jest gwarantowane w całkowicie mieszanych reaktorach z recyrkulacją biomasy.
Ścieki mieszane zawierające zarówno rozpuszczone, jak i nierozpuszczone składniki często korzystają z kombinacji mechanicznego/fizycznego oczyszczania wstępnego (np. flotacji) i późniejszego oczyszczania beztlenowego.
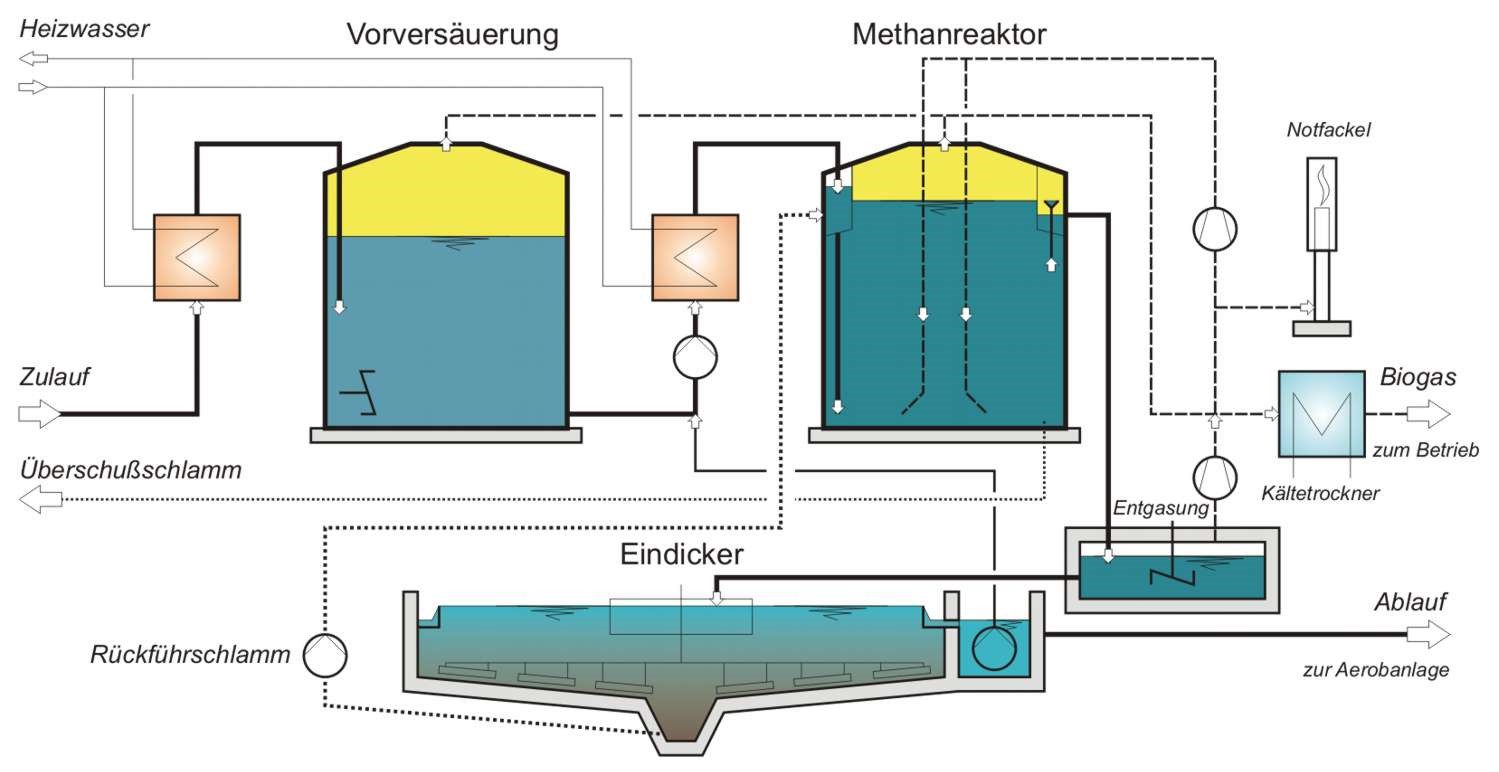
Zdjęcie: Schemat procesu w pełni mieszanego reaktora biogazu ALMA BHU GMR, z uprzednim zakwaszeniem i zewnętrzną recyrkulacją biomasy
Podsumowanie - Właściwe rozwiązanie dla każdego wyzwania związanego ze ściekami
Dzięki w pełni mieszanym reaktorom biogazu z recyrkulacją biomasy, kompaktowym reaktorom UASB i wysokowydajnym reaktorom EGSB, pokrywamy cały zakres nowoczesnych procesów beztlenowych. Dzięki naszemu wieloletniemu doświadczeniu w projektowaniu i łączeniu tych technologii, możemy zaoferować Państwu indywidualne rozwiązania dla niemal każdego problemu związanego ze ściekami przemysłowymi - w tym optymalne oczyszczanie wstępne i końcowe.