O tratamento anaeróbio de águas residuais é um processo biológico em que os microrganismos decompõem os compostos orgânicos num ambiente sem oxigénio. Ao contrário dos processos aeróbios, em que o oxigénio é necessário como aceitador de electrões, os microrganismos no processo anaeróbio utilizam outros compostos, como o dióxido de carbono, o sulfato ou o nitrato.
No centro deste processo está a comunidade microbiana:
As bactérias de hidrólise decompõem moléculas orgânicas complexas (gorduras, proteínas, hidratos de carbono) em componentes mais pequenos.
Os formadores de ácido convertem-nos em ácidos orgânicos, álcoois e hidrogénio.
Os metanogénios (archaea) acabam por produzir metano (CH₄) e dióxido de carbono (CO₂) a partir destes produtos intermédios - conhecidos em conjunto como biogás.
Índice
Vantagens do tratamento anaeróbio
Recuperação de energia em vez de consumo de energia - o biogás resultante pode ser utilizado para gerar eletricidade e calor.
Elevado desempenho de degradação da CQO e CBO5 com uma produção comparativamente baixa de lamas.
Menores necessidades de nutrientes (azoto, fósforo) em comparação com os processos aeróbios.
Sistema de tamanho compacto para cargas orgânicas elevadas.
Princípio de funcionamento de um reator anaeróbio
As águas residuais ricas em matéria orgânica são canalizadas para um reator fechado e estanque ao gás. A biomassa (lama ou granulado) aí contida assegura a decomposição biológica. O biogás resultante é recolhido na parte superior do reator, purificado e utilizado como fonte de energia. A biomassa é mantida no sistema através de várias fases de separação internas ou externas (recirculação da biomassa), enquanto a água tratada é descarregada.
A tecnologia do sistema pode variar em função da composição das águas residuais, do teor de sólidos, da temperatura, da carga hidráulica e da concentração de CQO. A ALMAWATECH utiliza três conceitos básicos testados e comprovados:
De seguida, apresentamos estes três processos, as suas vantagens e áreas de aplicação, bem como as diferenças no tratamento de substâncias orgânicas dissolvidas e não dissolvidas.

Foto: A nossa central de biogás ALMA BHU GMR como reator totalmente misturado com recirculação externa de biomassa
Reactores totalmente mistos com recirculação de biomassa
Os reactores anaeróbios de mistura completa são sistemas robustos e comprovados que são particularmente adequados para águas residuais com uma elevada proporção de substâncias orgânicas não dissolvidas ou pouco degradáveis. Num tanque fechado e estanque ao gás, as águas residuais são intensamente misturadas com a biomassa existente, de modo a que haja um contacto uniforme entre o substrato e os microrganismos. A mistura pode ser efectuada de duas formas:
Agitadores mecânicos - asseguram uma distribuição uniforme de sólidos e nutrientes em todo o volume do reator.
Instalações de biogás como o reator GMR da ALMA BHU - utilizam o biogás produzido no processo de mistura. Isto é significativamente mais eficiente em termos energéticos, especialmente com grandes volumes, e evita problemas típicos de sistemas mecânicos, tais como depósitos de cálcio nos agitadores, que podem levar a desequilíbrios, danos mecânicos e, no pior dos casos, à falha do reator e do agitador.
Vantagens dos sistemas totalmente mistos
Elevada tolerância a um elevado teor de sólidos na entrada
Processamento de uma grande variedade de substâncias orgânicas (dissolvidas, suspensas, particuladas)
Elevada estabilidade do processo com volumes de alimentação e cargas flutuantes
Funcionamento flexível com composições variáveis de águas residuais
Elevado rendimento de biogás devido ao contacto completo do substrato com a biomassa
Funcionamento energeticamente eficiente com mistura de gás (especialmente para sistemas de grande volume)
Sem elementos misturadores móveis no meio em sistemas de mistura de gases → Menos manutenção necessária
Domínios de aplicação
Indústria alimentar (lacticínios, matadouros, transformação de gorduras e óleos)
Indústria das bebidas (sumos de fruta, cervejas, refrigerantes)
Indústria química com resíduos de partículas
Tecnologia de tratamento de águas residuais municipais - o reator de mistura completa (especialmente como digestor) é a tecnologia mais frequentemente utilizada para o tratamento anaeróbio.
Separação optimizada do fluxo de material para maior eficiência
Uma abordagem particularmente eficaz consiste em separar os componentes orgânicos dissolvidos e não dissolvidos antes do tratamento anaeróbio - por exemplo, através de flotação.
As substâncias dissolvidas podem então ser processadas em reactores de elevado desempenho, como as instalações UASB ou EGSB, que atingem taxas de degradação óptimas para esses substratos.
Os sólidos não dissolvidos são tratados em digestores ou reactores totalmente misturados, onde são garantidos tempos de retenção mais longos e uma mistura completa.
Esta separação reduz significativamente a energia de tratamento necessária, aumenta o rendimento do biogás e conduz a instalações de biogás mais eficientes em geral - tanto à escala industrial como municipal.

Foto: A nossa central de biogás ALMA BHU GMR como reator totalmente misturado com recirculação externa de biomassa
Reactores UASB (Upflow Anaerobic Sludge Blanket)
O reator reator UASB é um dos processos mais utilizados no mundo para o tratamento anaeróbio de águas residuais industriais com uma elevada percentagem de matéria orgânica dissolvida. Foi desenvolvido nos anos 70 e caracteriza-se pela sua conceção compacta e por um teor de biomassa muito elevado.
Princípio de funcionamento
Entrada a partir de baixo: A água residual é introduzida no fundo do reator e flui de baixo para cima através da manta de lamas.
Biomassa granulada: A biomassa no reator apresenta-se sob a forma de grânulos densos e facilmente sedimentáveis. Estes são constituídos por microrganismos anaeróbios altamente activos.
Contacto e degradação: Enquanto a água sobe através do leito de granulado, as substâncias orgânicas são degradadas em várias fases (hidrólise, formação de ácido, formação de metano).
Formação de biogás: A mistura metano-CO₂ resultante sobe para o topo e, ao mesmo tempo, assegura uma mistura interna suave.
Separação trifásica: Na extremidade superior do reator existe o chamado separador gás-sólido-líquido (GSL ), que separa a água, o gás e a biomassa uns dos outros:
O biogás é descarregado para cima e utilizado para produzir energia.
A biomassa volta a afundar-se no reator.
A água purificada é descarregada pelo transbordo.
Vantagens do sistema UASB
Elevado rendimento espaço-temporal devido à elevada concentração de biomassa (10-30 g VSS/l)
Design muito compacto → pouco espaço necessário
Baixo consumo de energia - não são necessários agitadores externos, uma vez que o biogás fornece a mistura
Sistema hidráulico simples com apenas uma direção principal de fluxo de água
Boa estabilidade do processo com concentrações de alimentação flutuantes (COD)
Tempos de permanência hidráulicos curtos (6-12 horas possíveis) com taxas de extração elevadas
Resistente a cargas de choque em termos de caudal volúmico e concentração de CQO
Domínios de aplicação
Os reactores UASB são particularmente adequados para águas residuais líquidas, praticamente sem partículas e com elevada biodegradabilidade:
Indústria alimentar e de bebidas (fábricas de cerveja, refrigerantes, sumos de fruta)
Fábricas de açúcar e de amido
Indústria química (produtos químicos orgânicos facilmente degradáveis, por exemplo, etanol, ácidos orgânicos)
Indústria do papel e da pasta de papel (após pré-tratamento para remover sólidos grosseiros)
Limites e pré-tratamento
Sensibilidade aos sólidos: níveis elevados de sólidos não dissolvidos podem perturbar a estrutura das lamas → é frequentemente necessário um pré-tratamento como a sedimentação ou a flotação.
Contaminação por gorduras e óleos: concentrações elevadas de gorduras podem levar à formação de tectos flutuantes → pode ser necessário um separador de gorduras.
Dependência da temperatura: Funcionamento ótimo normalmente a 30-38 °C (mesófilo), aquecimento para entradas frias, se necessário.

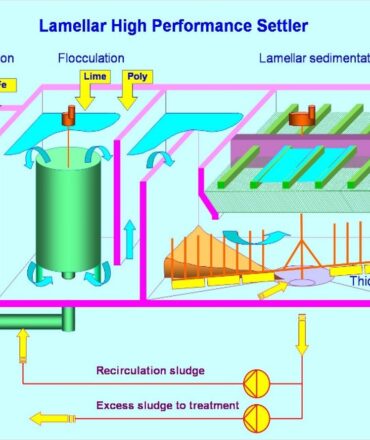
Foto: O nosso reator UASB ALMA BIO UASB com separador trifásico interno
Reactores EGSB (leito de lamas granulares expandidas)
O reator EGSB (Expanded Granular Sludge Bed) é um desenvolvimento do conceito UASB e é um dos sistemas de reactores anaeróbios mais eficientes para fluxos de águas residuais líquidas e dissolvidas. A principal diferença reside na maior velocidade do fluxo hidráulico, que eleva e expande ligeiramente o leito granular durante o funcionamento. Isto intensifica o contacto entre a biomassa e as águas residuais e aumenta significativamente a taxa de transferência de massa.
Princípio de funcionamento
Entrada por baixo: Tal como no UASB, as águas residuais entram no fundo do reator.
Aumento da velocidade do fluxo: O leito de granulado de lamas expande-se devido a velocidades de alimentação mais elevadas e, se necessário, à recirculação interna.
Melhor fluxo: O movimento ascendente aumenta a superfície de contacto entre a biomassa e o substrato, o que leva a um desempenho de degradação muito elevado, mesmo com uma carga orgânica baixa.
Separação trifásica: Na cabeça do reator, um separador gás-sólido-líquido optimizado separa o biogás produzido, a biomassa e a água purificada.
Recirculação da biomassa: A biomassa é eficientemente retida no sistema, as partículas finas são capturadas e devolvidas ao reator.
Vantagens do sistema EGSB
Desempenho de degradação volumétrica muito elevado (até 15-20 kg CQO/m³-d)
Design compacto com requisitos mínimos de espaço
Possibilidade de tempos de paragem hidráulicos curtos (3-8 horas)
Effizient auch bei niedrigen Zulauf-CBS-Werten (< 3.000 mg/l) – im Gegensatz zu klassischen UASB-Systemen
Elevada concentração de biomassa devido à estrutura estável do granulado
Produção de lamas muito reduzida → baixos custos de eliminação
Baixo consumo de energia (apenas para bombas de recirculação)
Domínios de aplicação
Os reactores EGSB são ideais para águas residuais de baixa a média-alta poluição, contendo principalmente substâncias orgânicas dissolvidas e facilmente degradáveis:
Indústria das bebidas (refrigerantes, sumos de fruta, fábricas de cerveja)
Produção de açúcar, amido e produtos de confeitaria
Indústria de fermentação (por exemplo, etanol, ácidos orgânicos)
Indústria alimentar com águas residuais facilmente filtráveis
Fluxos parciais da indústria química com uma composição definida
Limites e pré-tratamento
Sensibilidade aos sólidos: Níveis elevados de substâncias não dissolvidas podem perturbar a expansão do leito → Necessidade de pré-tratamento por sedimentação, filtração ou flotação.
Carga de gordura e óleo: Se a proporção de substâncias lipofílicas for demasiado elevada, existe o risco de o granulado colar → Recomenda-se um separador de gordura ou um pré-tratamento químico-físico.
Requisitos hidráulicos: Exigem velocidades de fluxo constantes e condições de entrada estáveis para uma expansão óptima.
Controlo da temperatura: Tal como com o UASB, as condições mesófilas (30-38 °C) são óptimas; pode ser necessário aquecimento.
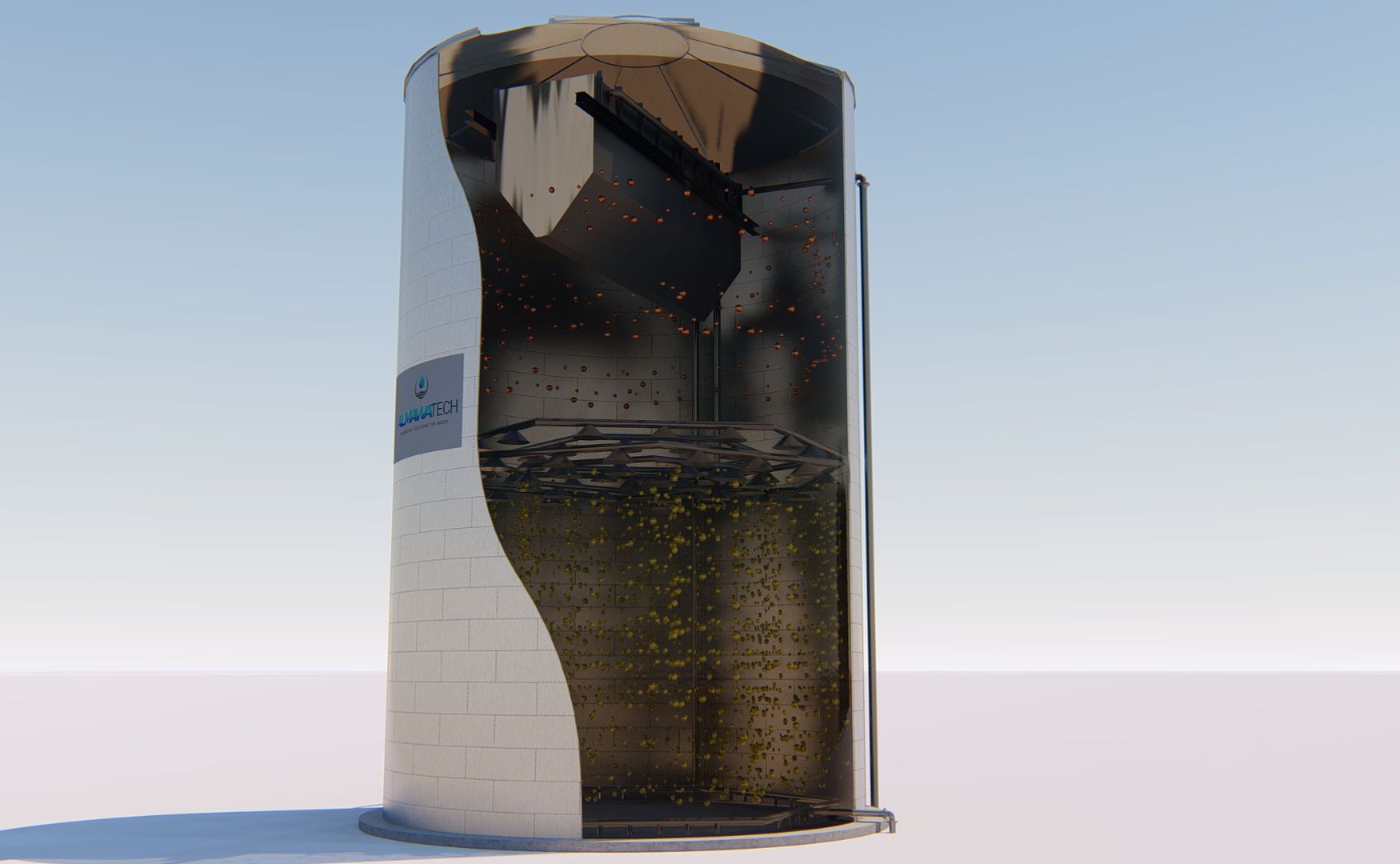
Foto: Desenho do nosso reator EGSB ALMA BHU EGSB, no qual se reconhece claramente a estrutura de duas fases e o separador trifásico disposto no topo.
Substâncias dissolvidas vs. não dissolvidas na fermentação
A escolha do tipo de reator anaeróbio adequado depende em grande medida do facto de as águas residuais conterem principalmente substâncias orgânicas dissolvidas ou não dissolvidas:
As substâncias orgânicas dissolvidas (por exemplo, açúcares, álcoois, ácidos orgânicos) são degradadas de forma muito eficiente pelos reactores UASB e EGSB, uma vez que se difundem facilmente na biomassa e são rapidamente convertidas.
As substâncias orgânicas não dissolvidas (por exemplo, gorduras, proteínas, fibras) requerem tempos de contacto mais longos e uma mistura mais intensa, o que é garantido em reactores totalmente misturados com recirculação de biomassa.
As águas residuais mistas com componentes dissolvidos e não dissolvidos beneficiam frequentemente de uma combinação de pré-tratamento mecânico/físico (por exemplo, flotação) e subsequente tratamento anaeróbio.
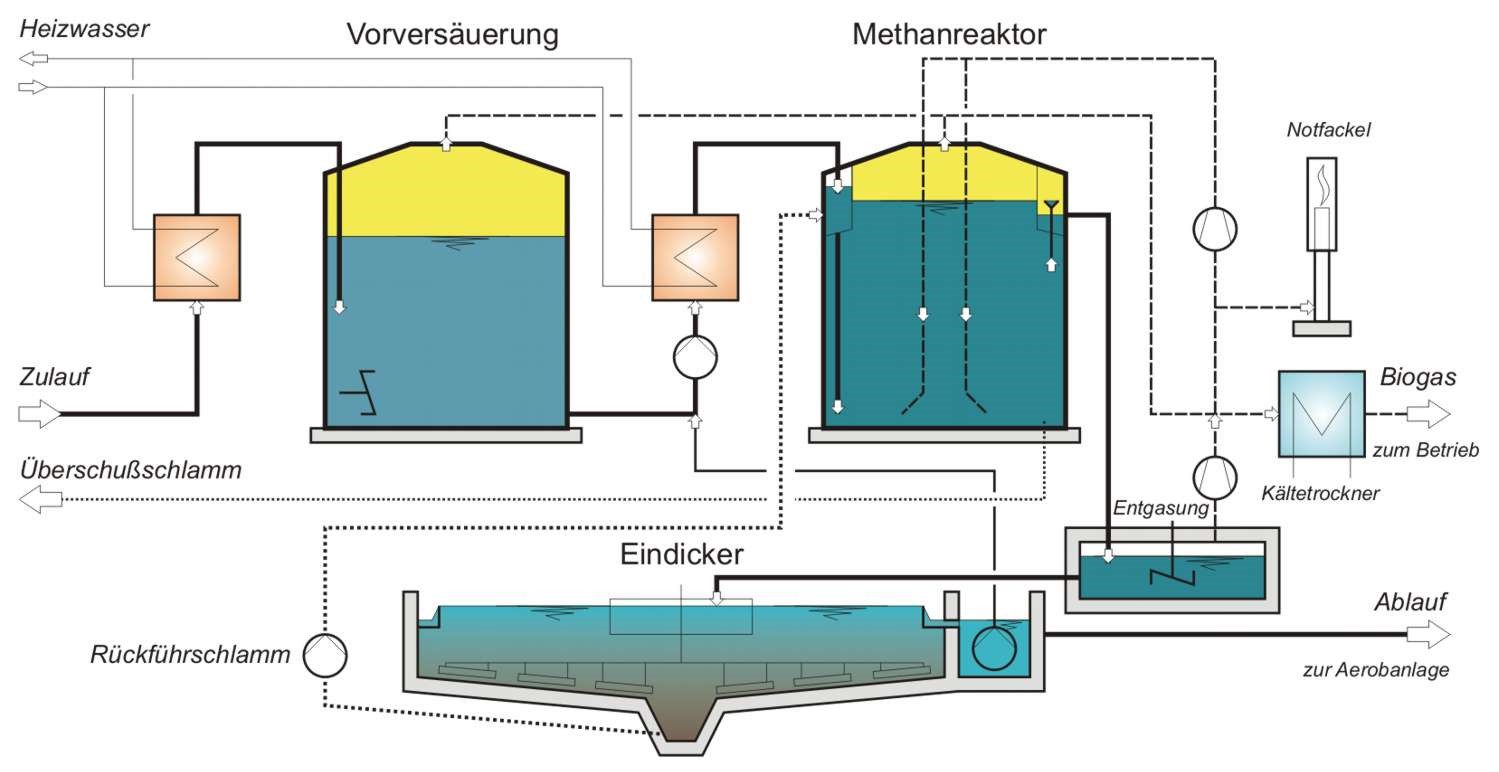
Foto: Diagrama do processo de um reator de biogás GMR da ALMA BHU totalmente misturado, com acidificação prévia e recirculação externa da biomassa
Conclusão - A solução certa para cada desafio em matéria de águas residuais
Com os reactores de biogás totalmente misturados com recirculação de biomassa, os reactores UASB compactos e os reactores EGSB de elevado desempenho, cobrimos toda a gama de processos anaeróbios modernos. Graças aos nossos muitos anos de experiência na conceção e combinação destas tecnologias, podemos oferecer soluções personalizadas para quase todos os problemas de águas residuais industriais - incluindo um ótimo pré e pós-tratamento.