El tratamiento anaeróbico de aguas residuales es un proceso biológico en el que los microorganismos descomponen compuestos orgánicos en un entorno sin oxígeno. A diferencia de los procesos aerobios, en los que se necesita oxígeno como aceptor de electrones, los microorganismos del proceso anaerobio utilizan otros compuestos como el dióxido de carbono, el sulfato o el nitrato.
En el centro de este proceso se encuentra la comunidad microbiana:
Las bacterias hidrolizadoras descomponen las moléculas orgánicas complejas (grasas, proteínas, hidratos de carbono) en componentes más pequeños.
Los formadores de ácidos los convierten en ácidos orgánicos, alcoholes e hidrógeno.
Los metanógenos (arqueas) acaban produciendo metano (CH₄) y dióxido de carbono (CO₂ ) a partir de estos productos intermedios, que en conjunto se conocen como biogás.
Índice
Ventajas del tratamiento anaerobio
Recuperación de energía en lugar de consumo energético: el biogás resultante puede utilizarse para generar electricidad y calor.
Alto rendimiento de degradación de DQO y DBO5 con una producción de lodos comparativamente baja.
Menores necesidades de nutrientes (nitrógeno, fósforo) en comparación con los procesos aeróbicos.
Sistema compacto para grandes cargas orgánicas.
Principio de funcionamiento de un reactor anaerobio
Las aguas residuales ricas en materia orgánica se conducen a un reactor cerrado y estanco al gas. La biomasa (lodo o granulado) allí contenida garantiza la descomposición biológica. El biogás resultante se recoge en la parte superior del reactor, se purifica y se utiliza como fuente de energía. La biomasa se mantiene en el sistema a través de varias etapas de separación internas o externas (recirculación de la biomasa), mientras que el agua tratada se descarga.
La tecnología del sistema puede variar en función de la composición de las aguas residuales, el contenido de sólidos, la temperatura, la carga hidráulica y la concentración de DQO. ALMAWATECH utiliza tres conceptos básicos de eficacia probada:
A continuación presentamos estos tres procesos, sus ventajas y ámbitos de aplicación, así como las diferencias en el tratamiento de sustancias orgánicas disueltas y no disueltas.

Foto: Nuestra planta de biogás ALMA BHU GMR como reactor totalmente mixto con recirculación externa de biomasa.
Reactores totalmente mixtos con recirculación de biomasa
Los reactores anaerobios totalmente mezclados son sistemas robustos y probados que resultan especialmente adecuados para aguas residuales con una elevada proporción de sustancias orgánicas no disueltas o poco degradables. En un tanque cerrado y estanco al gas, las aguas residuales se mezclan intensamente con la biomasa existente, de forma que se produce un contacto uniforme entre el sustrato y los microorganismos. La mezcla puede realizarse de dos formas:
Agitadores mecánicos: garantizan una distribución uniforme de sólidos y nutrientes por todo el volumen del reactor.
Las plantas de biogás, como el reactor GMR de ALMA BHU, utilizan el biogás producido en el proceso para la mezcla. Esto es mucho más eficiente desde el punto de vista energético, especialmente con grandes volúmenes, y evita los problemas típicos de los sistemas mecánicos, como los depósitos de calcio en los agitadores, que pueden provocar desequilibrios, daños mecánicos y, en el peor de los casos, el fallo del reactor y del agitador.
Ventajas de los sistemas totalmente mixtos
Alta tolerancia al alto contenido de sólidos en la entrada
Procesamiento de una amplia variedad de sustancias orgánicas (disueltas, en suspensión, en partículas)
Alta estabilidad del proceso con volúmenes de alimentación y cargas fluctuantes
Funcionamiento flexible con composiciones cambiantes de aguas residuales
Alto rendimiento de biogás gracias al contacto completo del sustrato con la biomasa
Funcionamiento energéticamente eficiente con mezcla de gases (especialmente para sistemas de gran volumen)
No hay elementos de mezcla móviles en el medio en los sistemas de mezcla de gases → Se requiere menos mantenimiento.
Ámbitos de aplicación
Industria alimentaria (lecherías, mataderos, procesamiento de grasas y aceites)
Industria de bebidas (zumos de frutas, cervecería, refrescos)
Industria química con residuos de partículas
Tecnología de tratamiento de aguas residuales municipales: el reactor totalmente mixto (especialmente como digestor) es la tecnología más utilizada para el tratamiento anaerobio.
Separación optimizada del flujo de materiales para una mayor eficacia
Un método especialmente eficaz consiste en separar los componentes orgánicos disueltos y no disueltos antes del tratamiento anaeróbico, por ejemplo, mediante un proceso de flotación.
A continuación, las sustancias disueltas pueden procesarse en reactores de alto rendimiento, como las plantas UASB o EGSB, que alcanzan índices de degradación óptimos para dichos sustratos.
Los sólidos no disueltos se tratan en digestores o reactores totalmente mezclados, donde se garantizan tiempos de retención más largos y una mezcla completa.
Esta separación reduce significativamente la energía necesaria para el tratamiento, aumenta el rendimiento del biogás y da lugar a plantas de biogás más eficientes en general, tanto a escala industrial como municipal.

Foto: Nuestra planta de biogás ALMA BHU GMR como reactor totalmente mixto con recirculación externa de biomasa.
Reactores UASB (Upflow Anaerobic Sludge Blanket)
El reactor UASB es uno de los procesos más utilizados en el mundo para el tratamiento anaerobio de aguas residuales industriales con una elevada proporción de materia orgánica disuelta. Se desarrolló en la década de 1970 y se caracteriza por su diseño compacto y su altísimo contenido en biomasa.
Principio funcional
Entrada desde abajo: El agua residual se introduce por la parte inferior del reactor y fluye desde abajo hacia arriba a través de la manta de lodos.
Biomasa granulada: La biomasa del reactor se presenta en forma de gránulos densos y fácilmente sedimentables. Están formados por microorganismos anaerobios muy activos.
Contacto y degradación: Mientras el agua asciende por el lecho de granulado, las sustancias orgánicas se degradan en varias etapas (hidrólisis, formación de ácido, formación de metano).
Formación de biogás: La mezcla resultante de metano-CO₂ sube a la parte superior y, al mismo tiempo, garantiza una mezcla interna suave.
Separación trifásica: En el extremo superior del reactor se encuentra el llamado separador gas-sólidos-líquido (GSL ), que separa el agua, el gas y la biomasa entre sí:
El biogás se descarga hacia arriba y se utiliza para generar energía.
La biomasa se hunde de nuevo en el reactor.
El agua depurada se descarga por el rebosadero.
Ventajas del sistema UASB
Alto rendimiento espacio-temporal debido a la alta concentración de biomasa (10-30 g VSS/l)
Diseño muy compacto → poco espacio necesario
Bajo consumo de energía: no se necesitan agitadores externos, ya que el biogás se encarga de la mezcla.
Sistema hidráulico sencillo con una sola dirección principal de flujo de agua
Buena estabilidad del proceso con concentraciones de alimentación fluctuantes (DQO)
Tiempos de permanencia hidráulica cortos (6-12 horas posibles) con altos índices de extracción
Robusto frente a cargas de choque en términos de flujo volumétrico y concentración de DQO
Ámbitos de aplicación
Los reactores UASB son especialmente adecuados para aguas residuales líquidas, en gran parte exentas de partículas y con una elevada biodegradabilidad:
Industria alimentaria y de bebidas (cervecerías, refrescos, zumos de frutas)
Fábricas de azúcar y almidón
Industria química (productos químicos orgánicos fácilmente degradables, por ejemplo, etanol, ácidos orgánicos)
Industria del papel y la pasta de papel (tras un pretratamiento para eliminar los sólidos gruesos)
Límites y pretratamiento
Sensibilidad a los sólidos: los altos niveles de sólidos no disueltos pueden alterar la estructura del lodo → A menudo se requiere un tratamiento previo como la sedimentación o la flotación.
Contaminación por grasa y aceite: Las altas concentraciones de grasa pueden provocar la formación de techos flotantes → puede ser necesario un separador de grasa.
Dependencia de la temperatura: Funcionamiento óptimo normalmente a 30-38 °C (mesófilo), calentamiento para entradas frías si es necesario.

Foto: Nuestro reactor UASB ALMA BIO UASB con separador trifásico interno
Reactores EGSB (lecho de lodo granular expandido)
El reactor EGSB (lecho de lodo granular expandido) es un perfeccionamiento del concepto UASB y es uno de los sistemas de reactores anaerobios más eficaces para corrientes de aguas residuales líquidas y disueltas. La diferencia clave radica en la mayor velocidad del flujo hidráulico, que eleva y expande ligeramente el lecho granular durante el funcionamiento. Esto intensifica el contacto entre la biomasa y las aguas residuales y aumenta significativamente la tasa de transferencia de masa.
Principio funcional
Entrada por abajo: Al igual que en el UASB, las aguas residuales entran por la parte inferior del reactor.
Mayor velocidad de flujo: el lecho de granulado de lodos se expande debido a las mayores velocidades de alimentación y, si es necesario, a la recirculación interna.
Mejor flujo: El movimiento ascendente aumenta la superficie de contacto entre la biomasa y el sustrato, lo que conduce a un rendimiento de degradación muy alto incluso con una carga orgánica baja.
Separación en tres fases: En la cabeza del reactor, un separador optimizado de gas-sólidos-líquidos separa el biogás producido, la biomasa y el agua depurada.
Recirculación de biomasa: La biomasa se retiene eficazmente en el sistema, las partículas finas se capturan y se devuelven al reactor.
Ventajas del sistema EGSB
Rendimiento de degradación volumétrica muy elevado (hasta 15-20 kg DQO/m³-d)
Diseño compacto que requiere un espacio mínimo
Posibilidad de tiempos de permanencia hidráulica cortos (3-8 horas)
Effizient auch bei niedrigen Zulauf-CBS-Werten (< 3.000 mg/l) – im Gegensatz zu klassischen UASB-Systemen
Alta concentración de biomasa gracias a la estructura estable del granulado
Muy baja producción de lodos → Bajos costes de eliminación
Bajo consumo de energía (sólo para bombas de recirculación)
Ámbitos de aplicación
Los reactores EGSB son ideales para aguas residuales de contaminación baja a media-alta que contengan principalmente sustancias orgánicas disueltas y fácilmente degradables:
Industria de bebidas (refrescos, zumos de fruta, cervecerías)
Producción de azúcar, almidón y confitería
Industria de fermentación (por ejemplo, etanol, ácidos orgánicos)
Industria alimentaria con aguas residuales fácilmente filtrables
Flujos parciales de la industria química con una composición definida
Límites y pretratamiento
Sensibilidad a los sólidos: altos niveles de sustancias no disueltas pueden interrumpir la expansión del lecho → Se requiere un tratamiento previo por sedimentación, filtración o flotación.
Carga de grasa y aceite: Si la proporción de sustancias lipofílicas es demasiado alta, existe el riesgo de que el granulado se pegue → Se recomienda un separador de grasas o un pretratamiento químico-físico.
Requisitos hidráulicos: Requieren velocidades de flujo constantes y condiciones de afluencia estables para una expansión óptima.
Control de la temperatura: Al igual que con el UASB, las condiciones mesófilas (30-38 °C) son óptimas; puede ser necesario calentar.
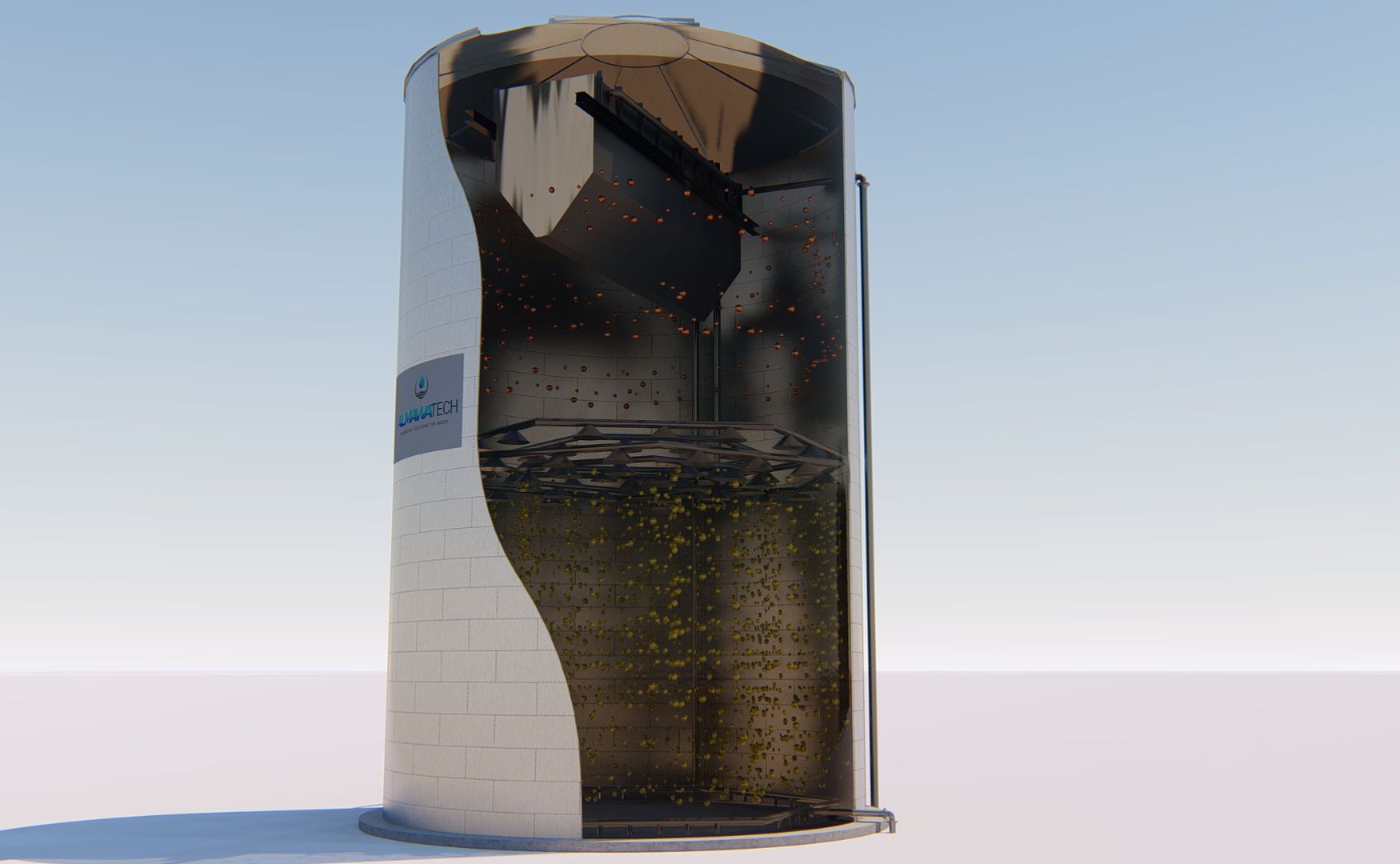
Foto: Dibujo de nuestro reactor EGSB ALMA BHU EGSB, en el que se reconoce claramente la estructura de dos etapas y el separador trifásico dispuesto en la parte superior.
Sustancias disueltas y no disueltas en la fermentación
La elección del tipo de reactor anaerobio adecuado depende en gran medida de si las aguas residuales contienen principalmente sustancias orgánicas disueltas o no disueltas:
Las sustancias orgánicas disueltas (por ejemplo, azúcares, alcoholes, ácidos orgánicos) se degradan muy eficazmente en los reactores UASB y EGSB, ya que se difunden fácilmente en la biomasa y se convierten rápidamente.
Las sustancias orgánicas no disueltas (por ejemplo, grasas, proteínas, fibras) requieren tiempos de contacto más largos y una mezcla más intensa, lo que se garantiza en los reactores totalmente mezclados con recirculación de biomasa.
Las aguas residuales mixtas con componentes disueltos y no disueltos suelen beneficiarse de una combinación de pretratamiento mecánico/físico (por ejemplo, flotación) y posterior tratamiento anaerobio.
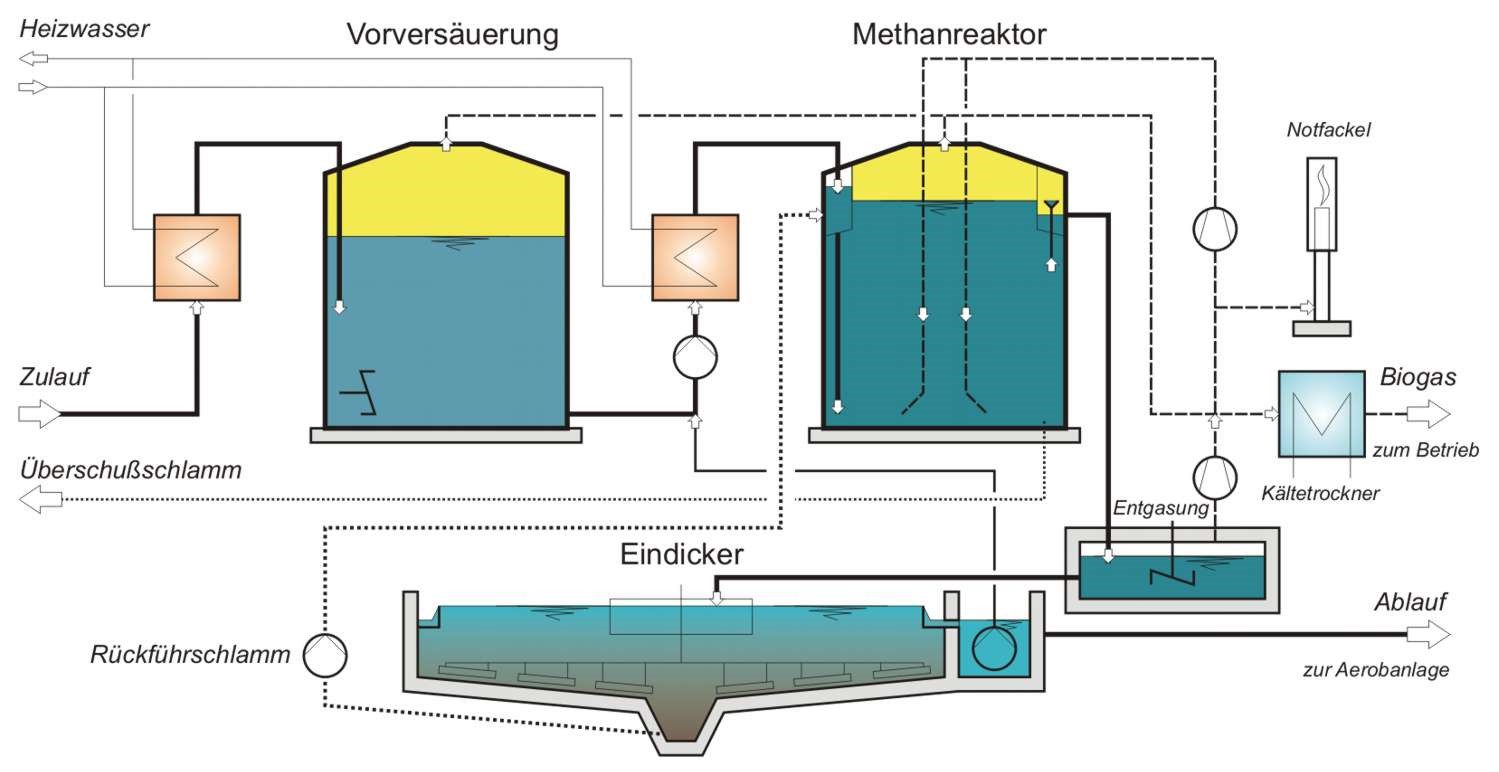
Foto: Diagrama de proceso de un reactor de biogás GMR de ALMA BHU completamente mezclado, con acidificación previa y recirculación externa de la biomasa.
Conclusión - La solución adecuada para cada problema de aguas residuales
Con los reactores de biogás totalmente mixtos con recirculación de biomasa, los reactores compactos UASB y los reactores de alto rendimiento EGSB, cubrimos toda la gama de procesos anaerobios modernos. Gracias a nuestros muchos años de experiencia en el diseño y la combinación de estas tecnologías, podemos ofrecer soluciones personalizadas para casi cualquier problema de aguas residuales industriales, incluido un tratamiento previo y posterior óptimo.