

Bioetanol, reator de biogás EGSB, ALMA BHU EGSB
Construção de um reator EGSB com cerca de 700 m³ e uma carga de CQO de 10 000 kg/d para a recuperação de biogás proveniente da produção de bioetanol.

Fábrica de açúcar, Alemanha, ALMA BHU GMR
Construção de uma fase de tratamento anaeróbio ou de uma central de biogás para a recuperação de energia das águas residuais de uma fábrica de açúcar com uma capacidade hidráulica de 220 m³/h na Alemanha.

Fábrica de açúcar, Polónia, ALMA BHU GMR
Construção de uma fase de tratamento anaeróbio e de uma central de biogás para produzir energia a partir de águas residuais da produção de açúcar com uma capacidade hidráulica de 125 m³/h na Polónia.

Südzucker AG, Ochsenfurt, ALMA BHU GMR, BIO
Tratamento da água de lavagem da beterraba sacarina numa unidade de biogás com pré-acidificação e uma carga de CQO de 45 000 kg CQO/d, para a Südzucker em Ochsenfurt.

Central de biogás para a estação de tratamento de águas residuais de Keszthely, Hungria, ALMA BHU GMR
Construção de uma unidade de biogás para a utilização de lamas de uma estação de tratamento de águas residuais municipais com uma produção de energia de 2.000 kWh/d na Hungria.
ALMA BHU BIO EGSB
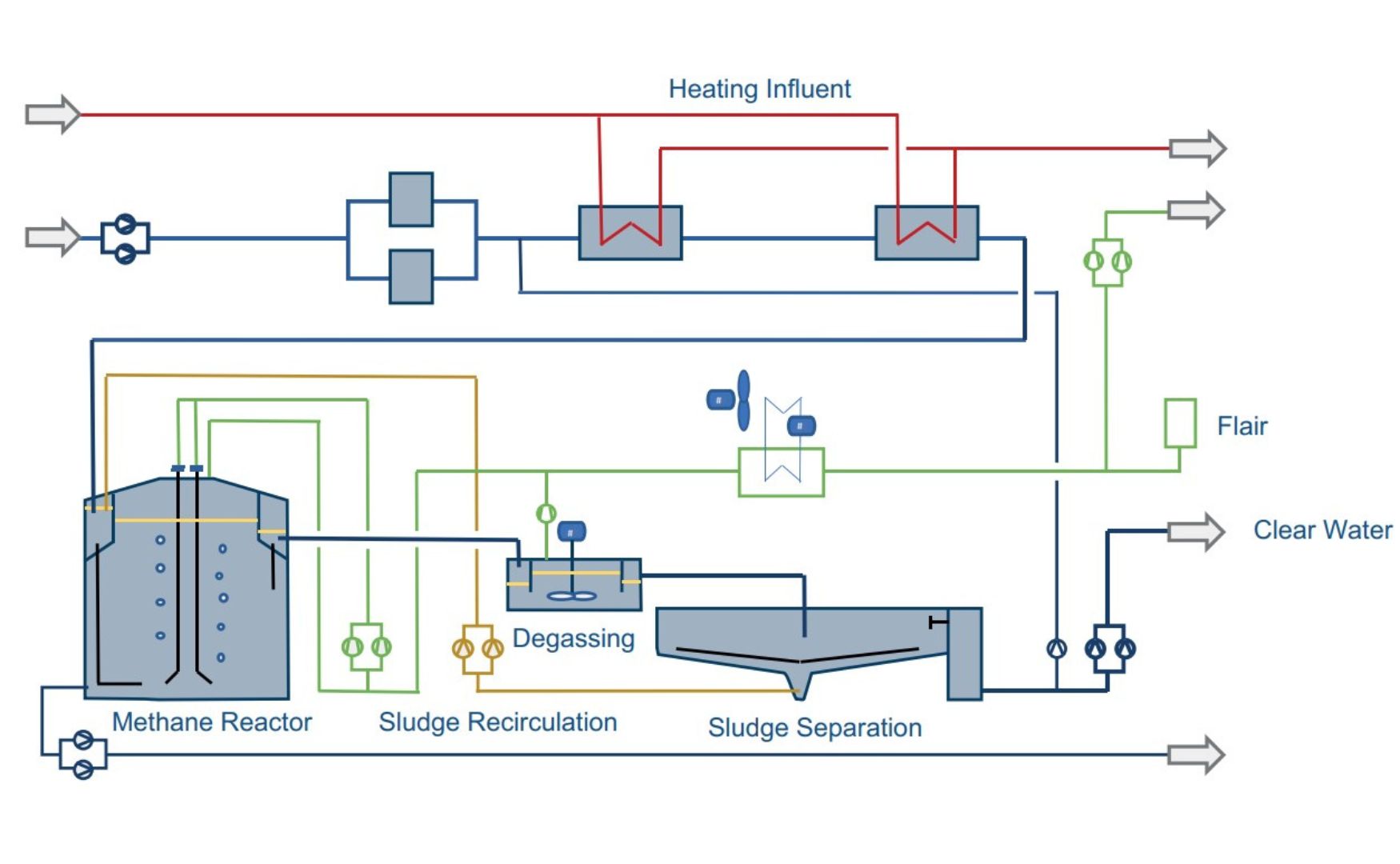
Reator anaeróbio de duas fases ALMA BHU BIO EGSB, que pode ser alimentado com uma elevada carga de CQO devido à extração de biogás em duas fases.
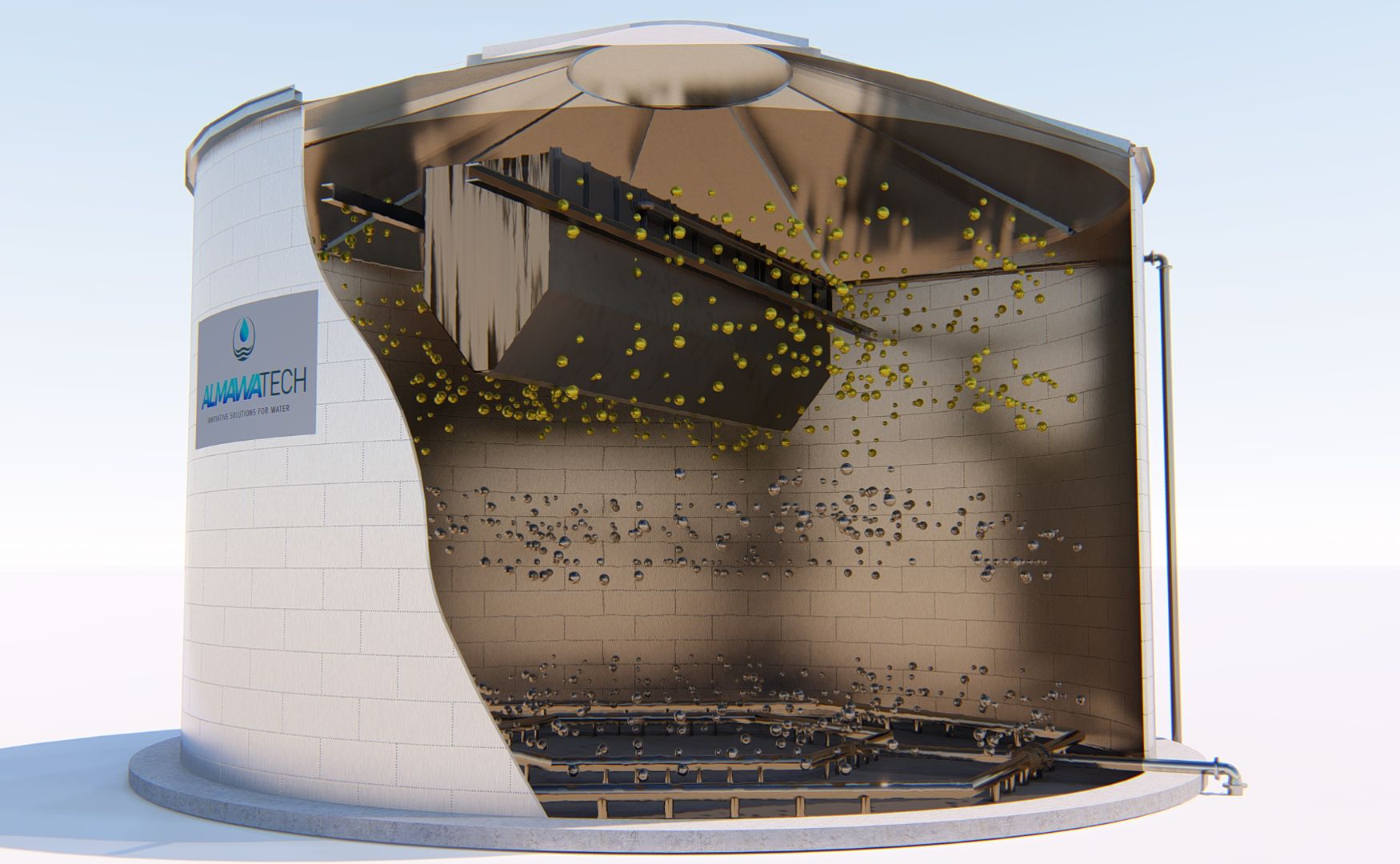
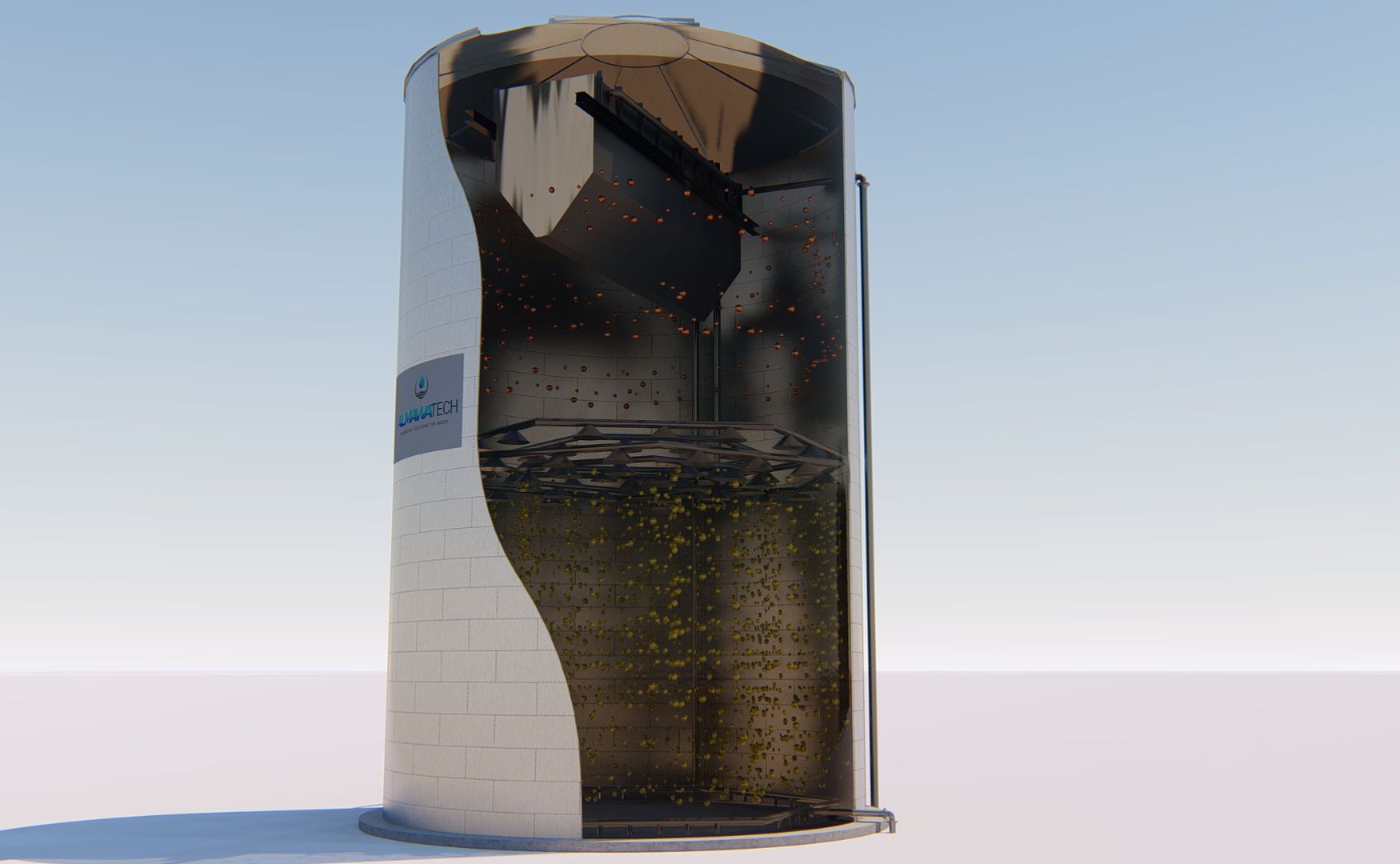
ALMA BIO UASB
Reator anaeróbio de fase única ALMA UASB para a produção de biogás a partir de águas residuais da indústria alimentar com dimensões de reator até 3.000 m³ e recirculação de biomassa.