

Bioetanol, reaktor biogazu EGSB, ALMA BHU EGSB
Budowa reaktora EGSB o pojemności ok. 700 m³ i ładunku ChZT wynoszącym 10 000 kg/d do odzyskiwania biogazu z produkcji bioetanolu.

Cukrownia, Niemcy, ALMA BHU GMR
Budowa etapu oczyszczania beztlenowego lub biogazowni do odzyskiwania energii ze ścieków z cukrowni o wydajności hydraulicznej 220 m³/h w Niemczech.

Cukrownia, Polska, ALMA BHU GMR
Budowa etapu oczyszczania beztlenowego i biogazowni do wytwarzania energii ze ścieków z produkcji cukru o wydajności hydraulicznej 125 m³/h w Polsce.

Südzucker AG, Ochsenfurt, ALMA BHU GMR, BIO
Oczyszczanie wody z mycia buraków cukrowych w biogazowni ze wstępnym zakwaszaniem i ładunkiem ChZT 45 000 kg ChZT/d, dla Südzucker w Ochsenfurt.

Biogazownia dla oczyszczalni ścieków w Keszthely, Węgry, ALMA BHU GMR
Budowa biogazowni do utylizacji osadów z komunalnej oczyszczalni ścieków o produkcji energii na poziomie 2000 kWh/d na Węgrzech.
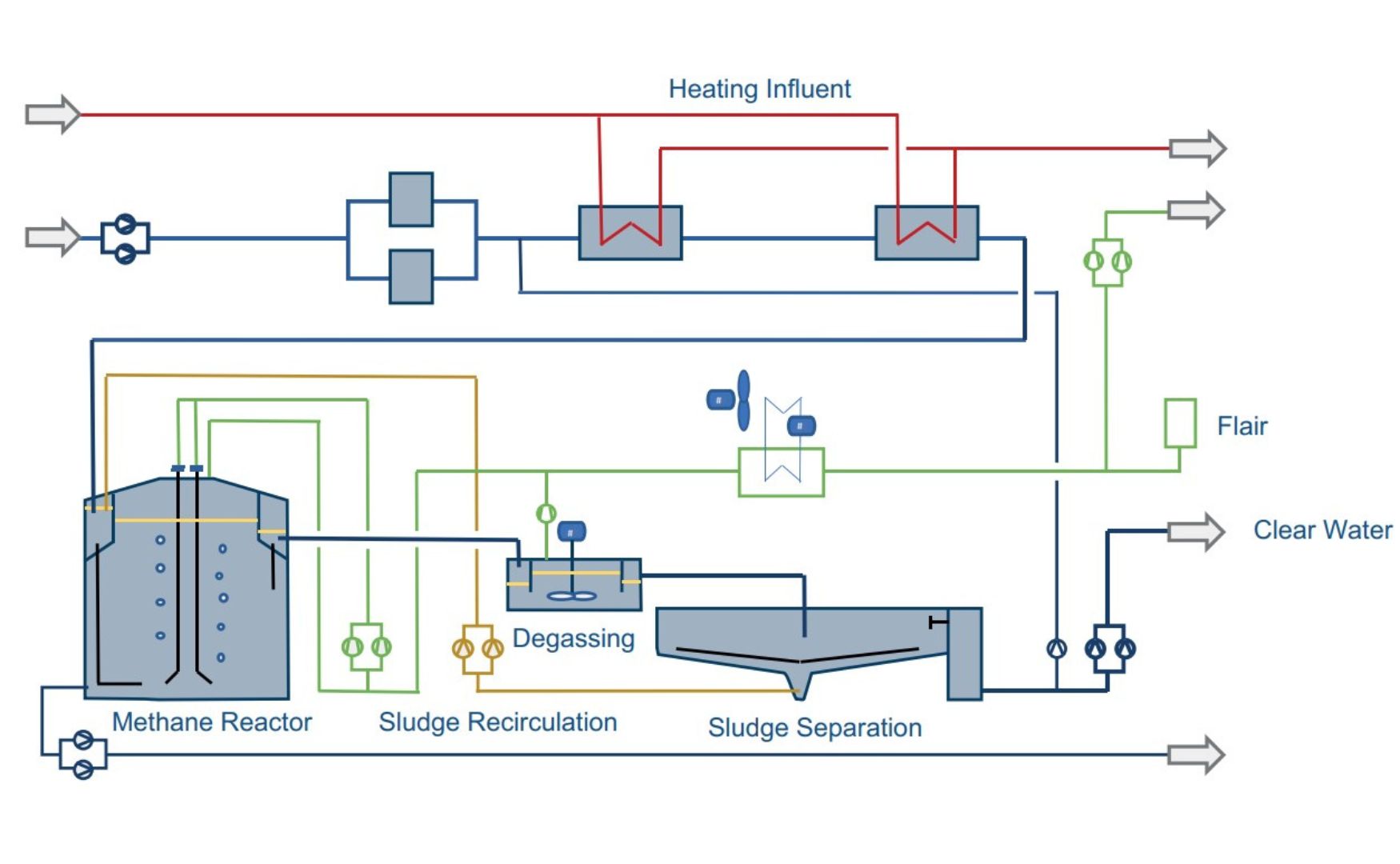
ALMA BHU BIO EGSB
Dwustopniowy reaktor beztlenowy ALMA BHU BIO EGSB, który może być zasilany wysokim ładunkiem ChZT dzięki dwustopniowej ekstrakcji biogazu.
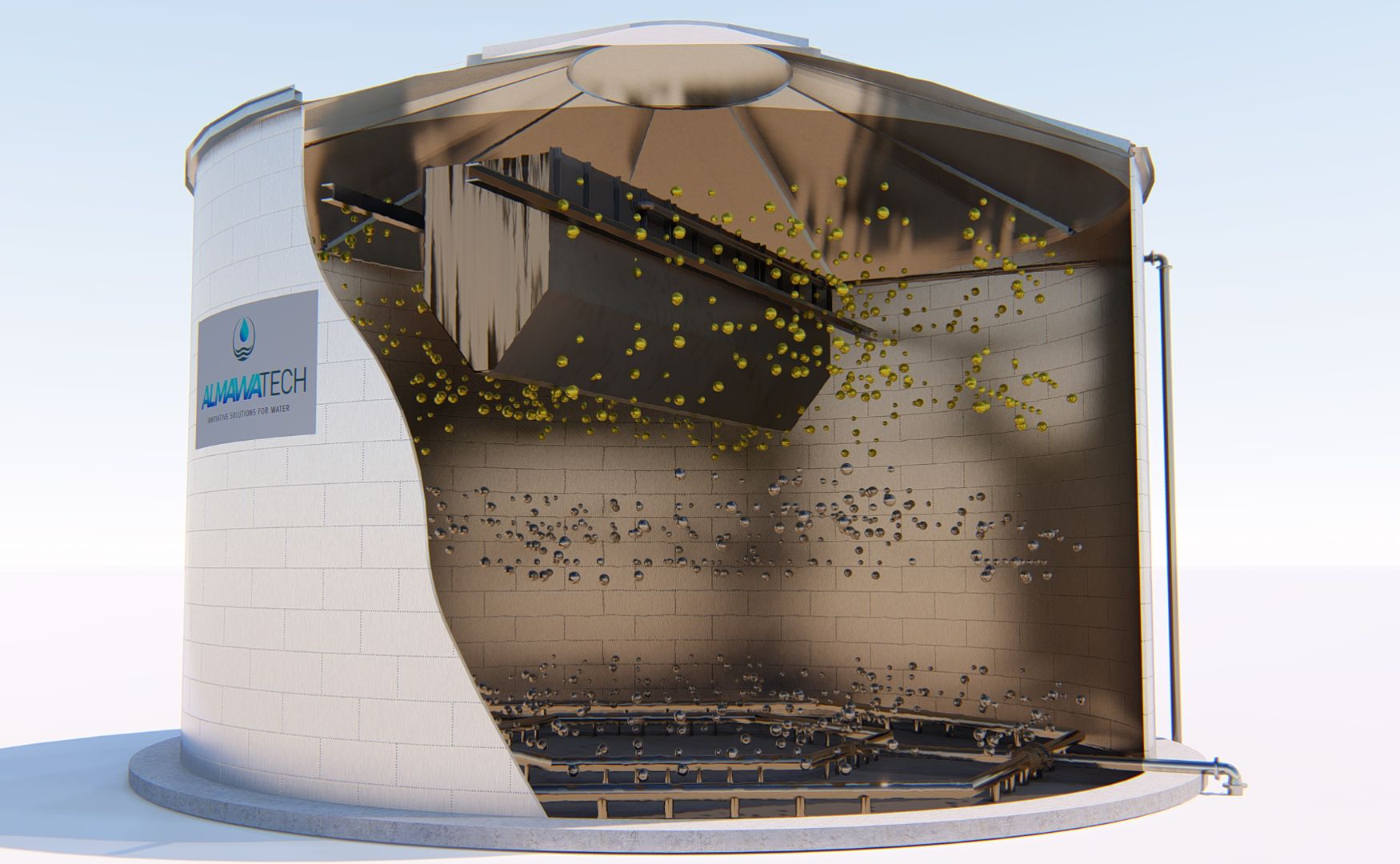
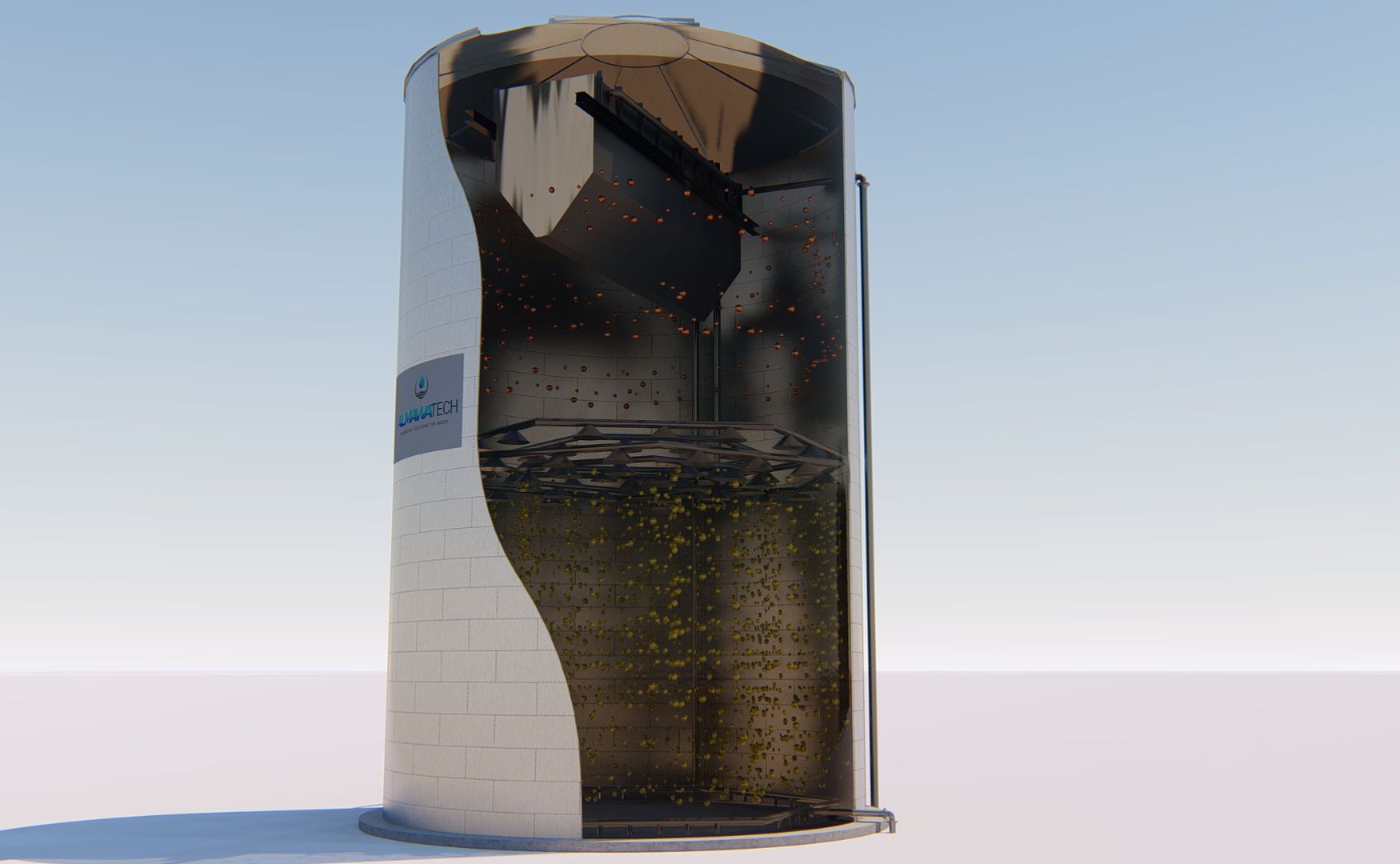
ALMA BIO UASB
Jednostopniowy reaktor beztlenowy ALMA UASB do produkcji biogazu ze ścieków z przemysłu spożywczego o pojemności reaktora do 3000 m³ z recyrkulacją biomasy.