Boiler water treatment is a key process in steam boiler technology that ensures that the water fed into the boiler is optimally treated to guarantee the efficiency and safety of the system. Without effective boiler water treatment, deposits, corrosion and operational failures can occur, which not only reduce the service life of the system, but also significantly increase energy consumption and operating costs.
Table of contents
Aim of boiler water treatment
The main aim of boiler water treatment is to remove or neutralize impurities in the water that can cause damage to the boiler system. The most common problems include
- Scale formation (scaling): Caused by dissolved calcium and magnesium ions that are deposited as scale on the heat exchange surfaces. This impairs heat transfer and increases energy consumption.
- Corrosion: Dissolved oxygen and carbon dioxide in the water lead to rust and pitting, which can result in leaks and material failure.
- Foaming and scaling: Impurities and suspended particles can lead to foaming and deposits in the boiler, which deteriorates the steam quality and impedes safe operation.
To avoid these problems, boiler water treatment includes both the treatment of the feed water and the treatment of the boiler water during operation.

Photo: State-of-the-art steam boiler system
Boiler water treatment process
1. softening - ALMA ION
Reliable water softening is crucial to prevent the formation of scale caused by calcium and magnesium ions. Our ALMA ION softening systems work on the basis of ion exchange resins, which remove hardness formers from the feed water. This results in soft water with a hardness level of almost 0 °dH, which is ideal for use in steam boiler systems.
The ALMA ION softening systems offer:
- Automatic regeneration: To ensure uninterrupted operation.
- High-performance resins: For a long service life and high capacity.
- Fully automatic control: monitoring and control systems for precise control of water hardness.

Photo: ALMA ION water softener for industrial applications
2. degassing and oxygen removal
Oxygen is a major cause of corrosion in boiler systems. Mechanical degassing is a widely used method for removing oxygen and other gases from the feed water. The water is heated to a temperature at which dissolved gases are expelled. In addition, chemical oxygen binders such as ALMA AQUA oxygen binders are used to neutralize residual oxygen and prevent corrosion.
3. alkalization
To avoid acidic corrosion in the boiler, the boiler water must have a slightly alkaline pH value. Alkalizing agents, as used in the ALMA AQUA Boiler-product range, help to keep the pH value in the optimum range. This protects the metallic surfaces of the boiler from corrosion and ensures a longer service life for the system.
4. hardness stabilization
Even with optimally softened water, residual hardness and dissolved salts in the boiler can lead to deposits. Hardness stabilizers bind these salts and prevent them from precipitating. This ensures a continuously high heat transfer and reduces energy consumption. The ALMA AQUA boiler-product range offers special hardness stabilizers that are matched to the respective boiler type and feed water.
5. sludge separation and defoaming
Suspended solids and impurities can lead to foaming and deposits that impair the efficiency of the boiler. Defoamers prevent foaming and ensure better separation of water and steam. In addition, sludge separation supports the removal of undissolved substances from the boiler before they can cause deposits.
Products to support boiler systems - ALMA AQUA Boiler
To avoid these problems, ALMAWATECH offers a wide range of equipment and treatment systems that have been specially developed for steam boiler systems:
Boiler water systems require special chemicals to prevent corrosion, deposits and steam contamination. The ALMA AQUA Boiler-products offer comprehensive solutions for boiler water treatment:
Corrosion inhibitors: They prevent the oxidation of metal surfaces in the boiler systems and extend the service life of the system components.
Hardness stabilizers: These chemicals prevent the formation of scale and limescale deposits on the heat exchanger surfaces, which improves heat transfer efficiency and reduces energy consumption.
Defoamers: Defoamers prevent the formation of foam in the boiler water, which can lead to steam contamination and impair boiler operation.
Dispersants: They keep suspended solids in suspension in the water and prevent particles from settling on heat exchangers and pipes.
Oxygen binders: These remove dissolved oxygen from the water to prevent corrosion in boiler and condensate systems.
Alkalizing agents: These agents are used to increase the pH value in the boiler water and improve the conditions for corrosion prevention.
Biocides: Biocides that effectively combat microorganisms are used to prevent microbial corrosion (MIC) and fouling in the pipes and heat exchangers of boiler systems.
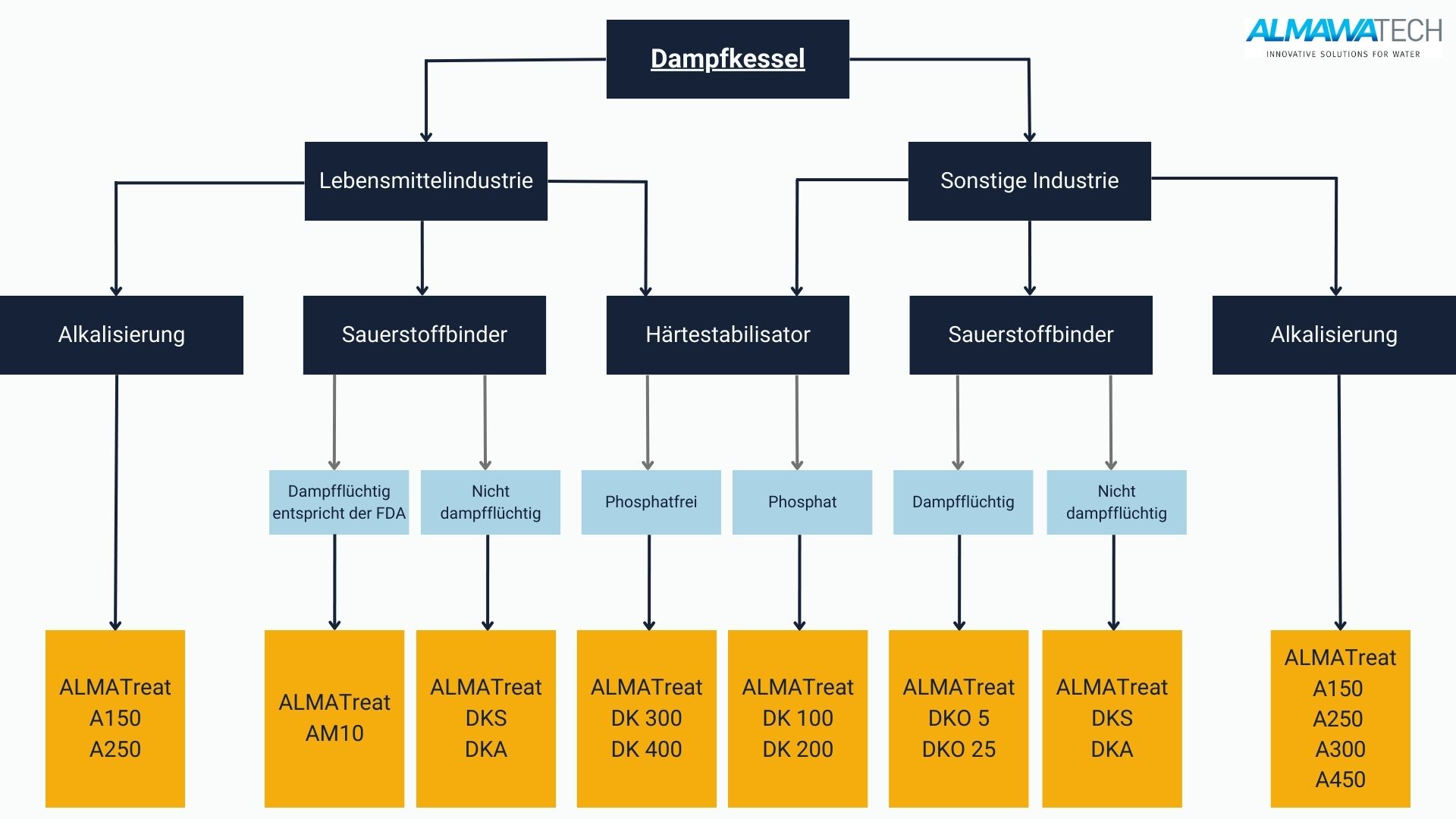
Photo: Product overview of various operating materials for steam boiler systems (ALMA AQUA boilers)
Advantages of professional boiler water treatment
Efficient boiler water treatment has several advantages for the operation and cost-effectiveness of the system:
- Increased operational reliability: Deposits and corrosion are prevented, which extends the service life of the boiler and minimizes the risk of malfunctions.
- Energy efficiency: By preventing scale and deposits, heat transfer remains efficient, reducing energy consumption and operating costs.
- Reduced maintenance costs: The need for cleaning and repair work is reduced by effective boiler water treatment.
- Environmental friendliness: The efficient operation of the boiler leads to a reduction in fuel consumption and thus to a reduction in CO₂ emissions.
Conclusion
Boiler water treatment is of crucial importance for the safe and economical operation of steam boiler systems. By using ALMA AQUA boiler operating fluids and ALMA ION softening systems, the water quality can be optimally adjusted to prevent deposits, corrosion and other problems. This results in efficient and sustainable operation, offering long-term cost savings and increased plant safety.
For further information on our products, please feel free to contact us at any time!






