Technik, Praxiswissen und Lösungen zur Reduktion von Fetten (FOG), pH-Schwankungen und CSB
Molkereiabwasser zählt zu den anspruchsvollsten industriellen Abwässern: Es enthält hohe organische Frachten, wechselnde Fettanteile, Proteine und Reinigungschemikalien aus CIP-Prozessen. Gleichzeitig schwanken Zusammensetzung und Durchfluss oft stark. Über den Tag, zwischen Produktlinien und abhängig von Produktions- und Reinigungsregimen. Eine zuverlässige Vorbehandlung vor der Einleitung in die Kanalisation ist deshalb nicht nur eine Frage der Einhaltung von Grenzwerten, sondern vor allem ein Hebel für Betriebssicherheit, Gebührenstabilität und planbare Prozesse.
Dieser Beitrag zeigt, wo und warum Abwasser in der Milchindustrie entsteht, wie sich Abwasserströme je Produkt unterscheiden und welche bewährte Technik sich in der Vorbehandlung etabliert hat, mit besonderem Fokus auf lipophile Stoffe (Fette/Öle/FOG), pH-Führung und CSB-Reduktion.
Inhaltsverzeichnis
Warum Molkereiabwasser vorbehandelt werden muss
Die kommunale Kanalisation und Kläranlage reagieren empfindlich auf typische Eigenschaften von Molkereiabwässern:
Hoher CSB/BSB durch Milchbestandteile (Laktose, Proteine, Fette)
Fette/Öle (FOG), die Leitungen belegen, Pumpen stören und zu Ablagerungen führen
Starke pH-Schwankungen durch CIP (alkalisch/sauer), die biologische Prozesse stören und Materialien angreifen
Schwebstoffe und Flocken, die in Leitungen sedimentieren oder in der Anlage schwimmen/schäumen
Stoßbelastungen (Slug Loads) – kurze Peaks bestimmen häufig die Auslegung und das Gebühren-/Störungsrisiko
Ziel einer Vorbehandlung ist daher meist:
FOG/TSS deutlich reduzieren, pH stabilisieren und einen relevanten Anteil des (partikulären) CSB bereits vor Ort abzuschneiden, möglichst mit überschaubarem CAPEX/OPEX und hoher Robustheit.
Wo entsteht Abwasser in der Milchindustrie? Typische Abwasseranfallstellen
In Molkereien entstehen Abwässer nicht “an einer Stelle”, sondern verteilt über mehrere Bereiche. Für die Planung einer Vorbehandlung ist es entscheidend, diese Quellen zu kennen, weil sie unterschiedliche Eigenschaften und Peaks erzeugen:
1) Milchannahme & Logistik
Spül- und Reinigwasser aus Milchannahmebereichen
Tankwagenreinigung (innen/außen)
Verluste beim Umfüllen (Spills): Oft wechselnde organische Fracht, teils Fettspitzen, relativ “kurze” Peaks.
2) Prozesslinien (Produktion)
Separatoren, Homogenisatoren, Pasteurisierung/UHT
Entleerungen, Produktwechsel, Rückläufe: Abhängig vom Produkt: Fett-/Proteinanteile variieren stark; häufig Emulsionen.
3) CIP-Reinigung (Cleaning-in-Place) – der Peak-Treiber
alkalische Reinigung (typisch NaOH)
saure Reinigung (je nach Betrieb, z. B. zur Entkalkung)
Desinfektionsschritte, Tenside: Führt zu pH-Sprüngen, Temperaturspitzen und häufig zu stabilen Emulsionen, die die Trennung erschweren.
4) Abfüllung, Bodenreinigung, Schicht-/Produktwechsel
Reinigungswasser mit Produktresten
Schaum, Feinpartikel, Zucker-/Aromakomponenten (bei Desserts/Joghurt): Stark wechselnde Fracht, oft hohe CSB-Peaks.
5) Scrubber-/Abluftwäscher (bei Milchpulver/Trocknung)
Wäscherwasser aus Entstaubungssystemen: Feine Partikel, wechselnde Frachten, meist gut über Flotation/Fällung adressierbar (je nach Zusammensetzung).
6) Salzlaken/Brinen (typisch Käseproduktion)
teilweise hohe Leitfähigkeit/Chlorid: Wichtig für Materialwahl, Korrosionsschutz und Prozessführung.
Warum Abwasser je Produkt so unterschiedlich ist
Die Produktpalette einer Molkerei bestimmt maßgeblich, ob Fett, Protein oder gelöste Organik dominiert – und damit auch, welche Vorbehandlung besonders wirksam ist.
Käse & Quark
hohe Protein-/Molkeanteile
oft hohe CSB/BSB, teilweise P-relevante Frachten
je nach Linie mehr Feststoffe (Bruchreste): Flotationsanlage mit Fällung/Flockung sehr effektiv für partikuläre Anteile; gelöste Anteile bleiben teilweise.
Butter, Rahm, Sahneprodukte
sehr hoher Fettanteil, Emulsionen: Klare “Paradedisziplin” für DAF-Flotation (FOG-Reduktion), wenn pH/Emulsionen beherrscht werden.
Joghurt, Desserts, Eis-Mix
Zucker, Stabilisatoren, teils hohe Viskosität: Höherer Anteil gelöster Organik, welche jedoch durch die Dosierung von Fällmitteln und Druckentspannungsflotation entfernt werden kann.
UHT/ESL-Milch
häufige Produktwechsel, regelmäßige CIP: pH- und Temperaturpeaks dominieren; Ausgleich/Neutralisation werden entscheidend. Teilweise reicht eine einfache CO2-Neutralisationsanlage mit CSB-Frachtgesteuerter Einleitung.
Milchpulver/Sprühtrocknung
Reinigungsintensiv, Scrubberwasser: Oft wechselnde, feine Partikel; sinnvoll über robuste Vorstufen + Flotation.
Die Kernziele der Vorbehandlung: lipophile Stoffe, pH und CSB
In der Praxis lässt sich Molkereiabwasservorbehandlung gut auf drei “Hauptfeinde” herunterbrechen:
Lipophile Stoffe (FOG/Fett/Öl): verursachen Ablagerungen, Schwimmen, Schaumbildung, Störungen.
pH-Schwankungen: erschweren Fällung/Flockung, erhöhen Chemikalienbedarf und belasten Kanal/Anlagen.
CSB: Gebühren- und Einleitparameter; vor allem partikulärer CSB lässt sich wirtschaftlich über Flotation abtrennen.
Best-Practice-Technik: Prozesskette für die Molkerei-Vorbehandlung
1) Screening/Feinsiebung: der Schutz für alles danach
Eine automatische Feinsiebung (z. B. Trommelsieb, häufig im Bereich weniger Millimeter) schützt Pumpen, Ventile und die Flotation. Gerade bei Molkereiabwasser können Fasern, Klumpen oder Produktreste schnell zu Störungen führen.
Worauf es ankommt:
zuverlässige automatische Reinigung/Backwash
wartungsfreundliche Bauweise
sinnvolle Redundanz/Bypass-Strategien für kontinuierlichen Betrieb
2) Der Pufferbehälter: groß genug – aber nicht zu groß
Ein ausreichend dimensionierter Puffer-/Ausgleichsbehälter ist in Molkereien oft der wichtigste Baustein zur Kostensenkung im Betrieb:
Er glättet pH und Fracht aus Produktion und CIP.
Dadurch sinkt der Verbrauch an Neutralisationsmittel (z. B. NaOH) und die Fällung/Flockung wird stabiler.
Aber: Der Behälter darf nicht überdimensioniert sein. Molkereiabwasser kann bei langen Aufenthaltszeiten versauern. Dann wird ein Teil ungelöster organischer Bestandteile in gelöste Organik überführt.
Gelöste Organik lässt sich anschließend nicht mehr so einfach und kostengünstig durch Flotation mit Fällung/Flockung entfernen.
Praxisprinzip:
Puffer so auslegen, dass er Schwankungen sicher “abfedert” – aber keine unnötig langen Verweilzeiten erzeugt.

Foto: Die richtige Auslegung eines Misch- und Ausgleichsbehälters mit externer Belüftung ist entscheidend für einen effizienten Anlagenbetrieb und einem semibiologischen CSB-Abbau
3) Warum Belüftung im Puffer so viel bringt (4 Gründe)
Ein belüfteter Pufferbehälter ist bei Molkereiabwässern oft die wirtschaftlichste Form der “Konditionierung”:
Versäuerung entgegenwirken: Sauerstoff bremst anaerobe Prozesse.
Frischhaltung & Geruchsvermeidung: weniger H₂S/“faulige” Gerüche, bessere Arbeitsbedingungen.
Teilabbau von CSB: Bei Fahrweise mit Restvolumen kann sich eine kleine Biologie bilden, die bereits einen Teil des CSB abbaut.
Bessere Flotationseigenschaften: gleichmäßigerer Zulauf, stabilere Trennung in der DAF.
4) Neutralisation: pH-Führung als Stabilitätsfaktor
Die Neutralisation (typisch mit NaOH, häufig vom Betreiber bereitgestellt) ist entscheidend, um:
Einleitanforderungen einzuhalten,
die nachgeschaltete Fällung/Flockung zu stabilisieren,
Emulsionen besser handhabbar zu machen.
Wichtig ist eine saubere Regelstrategie mit Mess- und Protokollierung:
pH, Temperatur, Durchfluss sollten erfasst und registriert werden – für Betrieb, Optimierung und Nachweisführung.

Foto: Hier zu sehen ist eine Abwasserneutralisationsanlage mittels CO2 in Containerbauweise (ALMA Neutra). Der Vorteil einer CO2-Neutralisation ist die besonders nachhaltige Mineralisierung und permanente Bindung von CO2 im Abwasser.
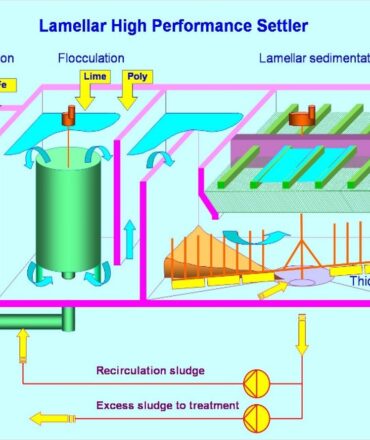
5) DAF-Druckentspannungsflotation + Fällung/Flockung: der Kern der Fett-/TSS-Reduktion
Für Molkereiabwässer ist die DAF-Flotation eine der effektivsten und wirtschaftlichsten Vorbehandlungsstufen, wenn es um lipophile Stoffe und partikulären CSB geht.
Technisches Prinzip:
Ein Recyclestrom wird unter Druck mit Luft gesättigt (Whitewater).
Beim Druckabbau entstehen feinste Bläschen.
Blasen lagern sich an Flocken, Fetttröpfchen und Partikel an → Auftrieb → Abtrennung als Flotat.
Zusätzlich kann ein Sedimentabzug am Boden abgesetzte Partikel zuverlässig entfernen.
Gerade in Molkereien ist entscheidend, dass die Luftsättigung und Ventiltechnik auch bei Fett/Proteinbelastung nicht zum Engpass wird.
6) Flotat/Schlamm und Entwässerung: 18–20 % TS nur mit Entwässerung
In vielen Projekten wird ein hoher Trockenstoffgehalt im Schlamm (z. B. 18–20 % TS) gewünscht. Das ist ohne zusätzliche Technik meist nicht realistisch.
Diese TS-Gehalte sind in der Regel nur mit einer Schlammentwässerung erreichbar.
Daher ist eine Schlammentwässerung oft der entscheidende Hebel, um:
Entsorgungsvolumen zu senken
Logistik zu vereinfachen
Betriebskosten nachhaltig zu reduzieren
Unsere Produktvorteile in der Molkerei-Vorbehandlung
Die Druckentspannungsflotationen von ALMAWATECH bieten mehrere technische Vorteile, die eine hohe Effizienz und Betriebssicherheit gewährleisten:
Verstopfungsfreie Entspannungsventile: Die Einmischung des luftgesättigten Wasserstroms erfolgt gleichmäßig durch pneumatische Ventile, die verstopfungsfrei arbeiten.
Patentiertes, energieeffizientes Luftsättigungssystem: Durch den Venturi-Effekt wird die Luft effizient in das Wasser eingemischt, was den Energieverbrauch reduziert.
Bubble Booster System: Dieses patentierte System sorgt für eine energieeffiziente Mikroblasenbildung und gewährleistet die optimale Blasengröße, um die Flockenbildung und Abtrennung der Schadstoffe zu maximieren.
Belastungsproportionale Dosierung der Betriebsmittel: Die Inline-Dosierung in unseren Anlagen wird durch eine CSB-Online-Messung gesteuert, die die Fäll- und Flockungsmittel präzise an die Abwasserbelastung anpasst. Dies führt zu erheblichen Betriebskosteneinsparungen.
Aerophile Flockenbildung: Der Rückfluss des luftgesättigten Wasserstroms in den Flockungsreaktor fördert die Bildung von aerophilen Flocken, die eine bessere Auftriebsfähigkeit haben und schneller an die Oberfläche gelangen.
Alle unsere Druckentspannungsflotationen werden mit einer integrierten Prozesssteuerung ausgestattet, basierend auf der ALMA Vision-Software im Siemens TIA-Portal, sowie mit eigens entwickelten ALMA AQUA Betriebsmitteln für Fällmittel, Neutralisationsmittel und Flockungshilfsmittel. Die Auswahl der optimalen Betriebsmittel erfolgt nach einer umfassenden Laborprüfung, um die spezifischen Anforderungen Ihres Abwassers bestmöglich zu erfüllen.

Foto: Einer unserer Flotationsanlagen mit CSB-Proportionaler Dosierung von Fällmittel und unserem patentieren ALMA Bubble-Booster System.
Fazit
Eine moderne Vorbehandlung von Molkereiabwasser vor der Kanalisation basiert auf einem klaren Prinzip:
erst stabilisieren (Siebung, Puffer, Belüftung, Neutralisation) – dann effizient trennen (DAF-Flotation) – und optional wirtschaftlich entwässern.
So lassen sich lipophile Stoffe, pH-Schwankungen und ein relevanter Anteil des CSB zuverlässig reduzieren – mit robustem Betrieb und planbaren Kosten.

Foto: Frontansicht unser eigenentwickelten Flotationszelle ALMA NeoDAF mit Sedimentabzug