De anaerobe behandeling van afvalwater is een biologisch proces waarbij micro-organismen organische verbindingen afbreken in een zuurstofloze omgeving. In tegenstelling tot aerobe processen, waar zuurstof nodig is als elektronenacceptor, gebruiken de micro-organismen in het anaerobe proces andere verbindingen zoals koolstofdioxide, sulfaat of nitraat.
Het hart van dit proces wordt gevormd door de microbiële gemeenschap:
Hydrolysebacteriën breken complexe organische moleculen (vetten, eiwitten, koolhydraten) af tot kleinere componenten.
Zuurvormers zetten deze om in organische zuren, alcoholen en waterstof.
Methanogenen (archaea) produceren uiteindelijk methaan (CH₄) en koolstofdioxide (CO₂) uit deze tussenproducten - samen biogas genoemd.
Inhoudsopgave
Voordelen van anaerobe behandeling
Terugwinning van energie in plaats van energieverbruik - het resulterende biogas kan worden gebruikt om elektriciteit en warmte op te wekken.
Hoge COD- en BOD5-afbraakprestaties met een relatief lage slibproductie.
Lagere behoefte aan voedingsstoffen (stikstof, fosfor) in vergelijking met aerobe processen.
Compact systeemformaat voor hoge organische ladingen.
Werkingsprincipe van een anaerobe reactor
Het organisch-rijke afvalwater wordt in een gesloten, gasdichte reactor geleid. De daarin aanwezige biomassa (slib of granulaat) zorgt voor biologische afbraak. Het resulterende biogas wordt opgevangen in het bovenste deel van de reactor, gezuiverd en gebruikt als energiebron. De biomassa wordt in het systeem gehouden via verschillende interne of externe scheidingstrappen (biomassa recirculatie), terwijl het behandelde water wordt afgevoerd.
De systeemtechnologie kan variëren afhankelijk van de samenstelling van het afvalwater, het gehalte aan vaste stoffen, de temperatuur, de hydraulische belasting en de COD-concentratie. ALMAWATECH maakt gebruik van drie beproefde basisconcepten:
Hieronder presenteren we deze drie processen, hun voordelen en toepassingsgebieden en de verschillen in de behandeling van opgeloste en onopgeloste organische stoffen.

Afbeelding: Onze ALMA BHU GMR biogasinstallatie als een volledig gemengde reactor met externe biomassa recirculatie
Volledig gemengde reactoren met biomassa recirculatie
Volledig gemengde anaerobe reactoren zijn robuuste en bewezen systemen die bijzonder geschikt zijn voor afvalwater met een hoog percentage onopgeloste of slecht afbreekbare organische stoffen. In een gesloten, gasdichte tank wordt het afvalwater intensief gemengd met de bestaande biomassa zodat er een gelijkmatig contact is tussen het substraat en de micro-organismen. Het mengen kan op twee manieren gebeuren:
Mechanische roerders - zorgen voor een gelijkmatige verdeling van vaste stoffen en voedingsstoffen over het reactorvolume.
Biogasinstallaties zoals de ALMA BHU GMR-reactor - gebruiken het biogas dat tijdens het proces wordt geproduceerd voor het mengen. Dit is aanzienlijk energiezuiniger, vooral bij grote volumes, en voorkomt typische problemen van mechanische systemen, zoals kalkafzetting op roerwerken, die kunnen leiden tot onbalans, mechanische schade en, in het ergste geval, uitval van reactor en roerwerk.
Voordelen van volledig gemengde systemen
Hoge tolerantie voor hoge vaste stoffen in de inlaat
Verwerking van een grote verscheidenheid aan organische stoffen (opgelost, gesuspendeerd, deeltjes)
Hoge processtabiliteit bij fluctuerende toevoervolumes en belastingen
Flexibele werking bij veranderende afvalwatersamenstellingen
Hoge biogasopbrengst door volledig substraatcontact met de biomassa
Energiezuinige werking met gasmenging (vooral voor systemen met grote volumes)
Geen bewegende mengelementen in het medium in gasmengsystemen → Minder onderhoud nodig
Toepassingsgebieden
Voedingsindustrie (zuivelfabrieken, slachthuizen, vet- en olieverwerking)
Drankindustrie (vruchtensap, brouwerij, frisdrank)
Chemische industrie met deeltjesresten
Technologie voor de behandeling van stedelijk afvalwater - de volledig gemengde reactor (vooral als vergister) is de meest gebruikte technologie voor anaerobe behandeling.
Geoptimaliseerde scheiding van materiaalstromen voor meer efficiëntie
Een bijzonder effectieve aanpak is het scheiden van de opgeloste en niet-opgeloste organische componenten vóór de anaerobe behandeling, bijvoorbeeld door middel van upstream flotatie.
De opgeloste stoffen kunnen dan worden verwerkt in krachtige reactoren zoals UASB- of EGSB-installaties, die optimale afbraaksnelheden bereiken voor dergelijke substraten.
De onopgeloste vaste stoffen worden behandeld in vergisters of volledig gemengde reactoren, waar langere verblijftijden en volledige menging gegarandeerd zijn.
Deze scheiding verlaagt de vereiste behandelingsenergie aanzienlijk, verhoogt de biogasopbrengst en leidt tot efficiëntere biogasinstallaties in het algemeen - zowel op industriële als op gemeentelijke schaal.

Afbeelding: Onze ALMA BHU GMR biogasinstallatie als een volledig gemengde reactor met externe biomassa recirculatie
UASB-reactoren (opstroomsysteem met anaerobe slibdeken)
De UASB-reactor is een van de meest gebruikte processen ter wereld voor de anaerobe behandeling van industrieel afvalwater met een hoog gehalte aan opgeloste organische stoffen. Het werd ontwikkeld in de jaren 1970 en wordt gekenmerkt door zijn compacte ontwerp en zeer hoog biomassagehalte.
Functioneel principe
Toevoer van onderaf: Het afvalwater wordt onderaan de reactor ingevoerd en stroomt van beneden naar boven door de slibdeken.
Granulaatbiomassa: De biomassa in de reactor heeft de vorm van dichte, gemakkelijk bezinkbare korrels. Deze bestaan uit zeer actieve anaerobe micro-organismen.
Contact & afbraak: Terwijl het water door het granulaatbed stijgt, worden de organische stoffen in verschillende fasen afgebroken (hydrolyse, zuurvorming, methaanvorming).
Vorming van biogas: Het resulterende methaan-CO₂-mengsel stijgt naar boven en zorgt tegelijkertijd voor een zachte interne menging.
Driefasenscheiding: Aan de bovenkant van de reactor bevindt zich een zogenaamde gas-vast-vloeistofscheider (GSL ), die water, gas en biomassa van elkaar scheidt:
Het biogas wordt naar boven afgevoerd en gebruikt om energie op te wekken.
De biomassa zinkt terug in de reactor.
Het gezuiverde water wordt via de overloop afgevoerd.
Voordelen van het UASB-systeem
Hoge opbrengst in ruimte-tijd door hoge biomassaconcentratie (10-30 g VSS/l)
Zeer compact ontwerp → weinig ruimte nodig
Laag energieverbruik - geen externe roerders nodig omdat het biogas zorgt voor het mengen
Eenvoudige hydraulica met slechts één hoofdrichting voor de waterstroming
Goede processtabiliteit met fluctuerende voedingsconcentraties (COD)
Korte hydraulische verblijftijden (6-12 uur mogelijk) met hoge extractiesnelheden
Robuust tegen schokbelastingen in termen van volumestroom en COD-concentratie
Toepassingsgebieden
UASB-reactoren zijn bijzonder geschikt voor vloeibaar, grotendeels partikelvrij afvalwater met een hoge biologische afbreekbaarheid:
Voedingsmiddelen- en drankenindustrie (brouwerijen, frisdranken, vruchtensappen)
Suiker- en zetmeelfabrieken
Chemische industrie (gemakkelijk afbreekbare organische chemicaliën, bijv. ethanol, organische zuren)
Papier- en pulpindustrie (na voorbehandeling om grove vaste deeltjes te verwijderen)
Grenzen en voorbehandeling
Gevoeligheid voor vaste stoffen: hoge niveaus van onopgeloste vaste stoffen kunnen de slibstructuur verstoren → voorbehandeling zoals bezinking of flotatie is vaak vereist.
Vet- en olieverontreiniging: Hoge vetconcentraties kunnen leiden tot de vorming van zwevende plafonds → vetafscheider kan nodig zijn.
Temperatuursafhankelijkheid: Optimale werking meestal bij 30-38 °C (mesofiel), verwarming voor koude inlaten indien nodig.

Foto: Onze UASB-reactor ALMA BIO UASB met interne 3-fasige afscheider
EGSB-reactoren (Expanded Granular Sludge Bed)
De EGSB-reactor (Expanded Granular Sludge Bed) is een verdere ontwikkeling van het UASB-concept en is een van de meest efficiënte anaerobe reactorsystemen voor vloeibare, opgeloste afvalwaterstromen. Het belangrijkste verschil ligt in de hogere hydraulische stroomsnelheid, waardoor het korrelbed tijdens de werking iets omhoog komt en uitzet. Dit intensiveert het contact tussen biomassa en afvalwater en verhoogt de massatransfersnelheid aanzienlijk.
Functioneel principe
Toevoer van onderaf: Net als bij de UASB komt het afvalwater onderaan de reactor binnen.
Verhoogde stroomsnelheid: Het slibgranulaatbed zet uit door hogere toevoersnelheden en, indien nodig, interne recirculatie.
Betere doorstroming: De opwaartse beweging vergroot het contactoppervlak tussen biomassa en substraat, wat leidt tot een zeer hoge afbraakprestatie, zelfs bij een lage organische belasting.
Driefasenscheiding: Aan de kop van de reactor scheidt een geoptimaliseerde gas-vast-vloeistofafscheider het geproduceerde biogas, de biomassa en het gezuiverde water.
Biomassa recirculatie: Biomassa wordt efficiënt vastgehouden in het systeem, fijne deeltjes worden opgevangen en teruggevoerd naar de reactor.
Voordelen van het EGSB-systeem
Zeer hoge volumetrische afbraakprestaties (tot 15-20 kg COD/m³-d)
Compact ontwerp met minimaal benodigde ruimte
Korte hydraulische verblijftijden (3-8 uur) mogelijk
Effizient auch bei niedrigen Zulauf-CBS-Werten (< 3.000 mg/l) – im Gegensatz zu klassischen UASB-Systemen
Hoge biomassaconcentratie door stabiele granulaatstructuur
Zeer lage slibproductie → Lage afvoerkosten
Laag energieverbruik (alleen voor recirculatiepompen)
Toepassingsgebieden
EGSB-reactoren zijn ideaal voor laag- tot middelmatig vervuild afvalwater dat voornamelijk opgeloste en gemakkelijk afbreekbare organische stoffen bevat:
Drankindustrie (frisdranken, vruchtensappen, brouwerijen)
Productie van suiker, zetmeel en snoepgoed
Fermentatie-industrie (bijv. ethanol, organische zuren)
Voedingsindustrie met gemakkelijk filtreerbaar afvalwater
Deelstromen uit de chemische industrie met een gedefinieerde samenstelling
Grenzen en voorbehandeling
Gevoeligheid voor vaste stoffen: hoge niveaus van onopgeloste stoffen kunnen de expansie van het bed verstoren → voorbehandeling door bezinking, filtratie of flotatie vereist.
Vet- en oliebelasting: Als het aandeel lipofiele stoffen te hoog is, bestaat het risico dat het granulaat gaat kleven → Vetafscheider of chemisch-fysische voorbehandeling aanbevolen.
Hydraulische vereisten: Vereisen constante stroomsnelheden en stabiele instroomcondities voor optimale expansie.
Temperatuurregeling: Net als bij de UASB zijn mesofiele omstandigheden (30-38 °C) optimaal; verwarming kan nodig zijn.
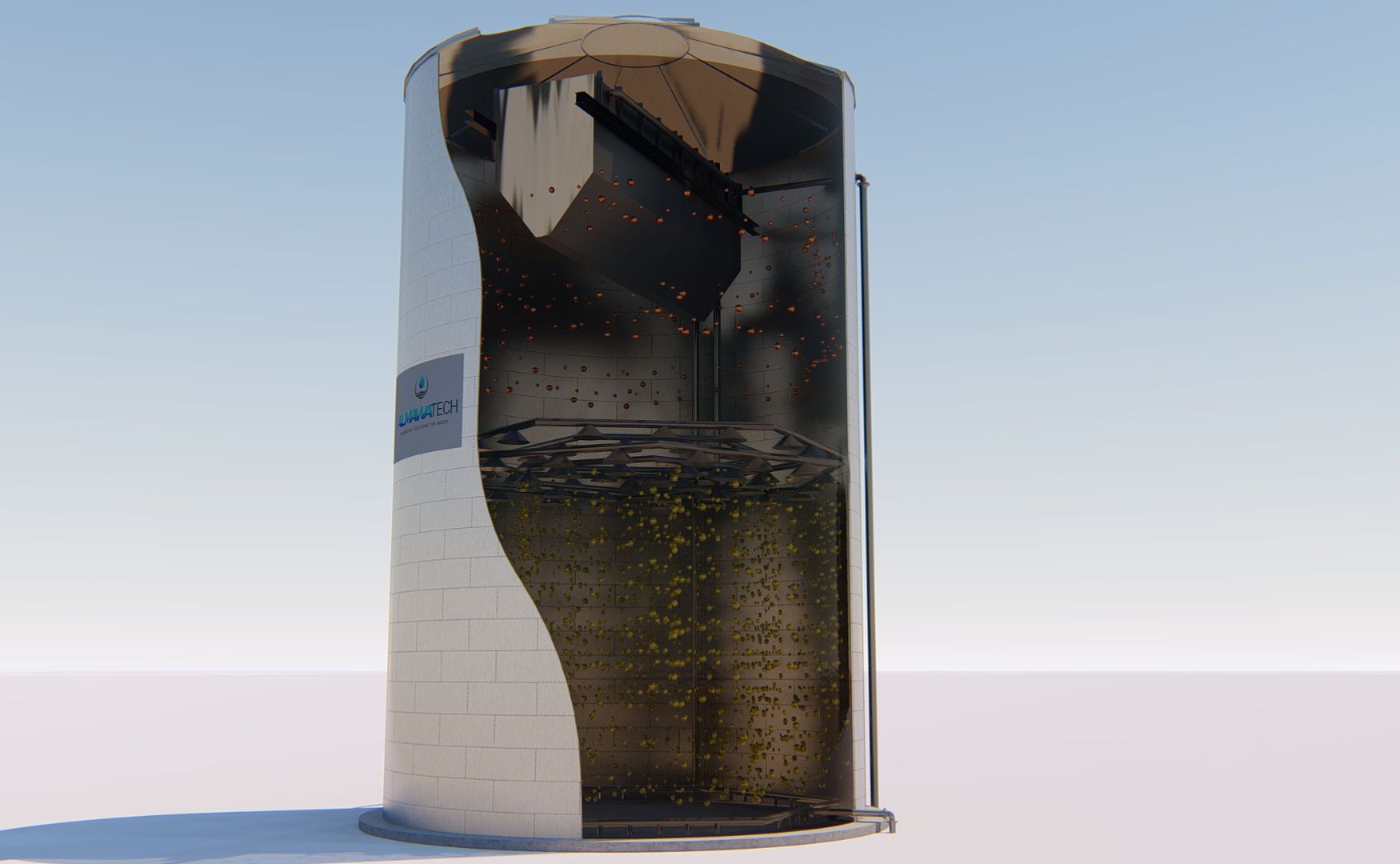
Foto: Tekening van onze EGSB-reactor ALMA BHU EGSB, waarin de tweefasenstructuur en de driefasige afscheider bovenaan duidelijk te herkennen zijn.
Opgeloste vs. onopgeloste stoffen in fermentatie
De keuze van het geschikte type anaerobe reactor hangt grotendeels af van het feit of het afvalwater voornamelijk opgeloste of onopgeloste organische stoffen bevat:
Opgeloste organische stoffen (bv. suikers, alcoholen, organische zuren) worden zeer efficiënt afgebroken door UASB- en EGSB-reactoren omdat ze gemakkelijk in de biomassa diffunderen en snel worden omgezet.
Onopgeloste organische stoffen (bv. vetten, eiwitten, vezels) vereisen langere contacttijden en intensievere menging, wat gegarandeerd wordt in volledig gemengde reactoren met biomassa recirculatie.
Gemengd afvalwater met zowel opgeloste als niet-opgeloste componenten heeft vaak baat bij een combinatie van mechanische/fysische voorbehandeling (bijv. flotatie) en daaropvolgende anaerobe behandeling.
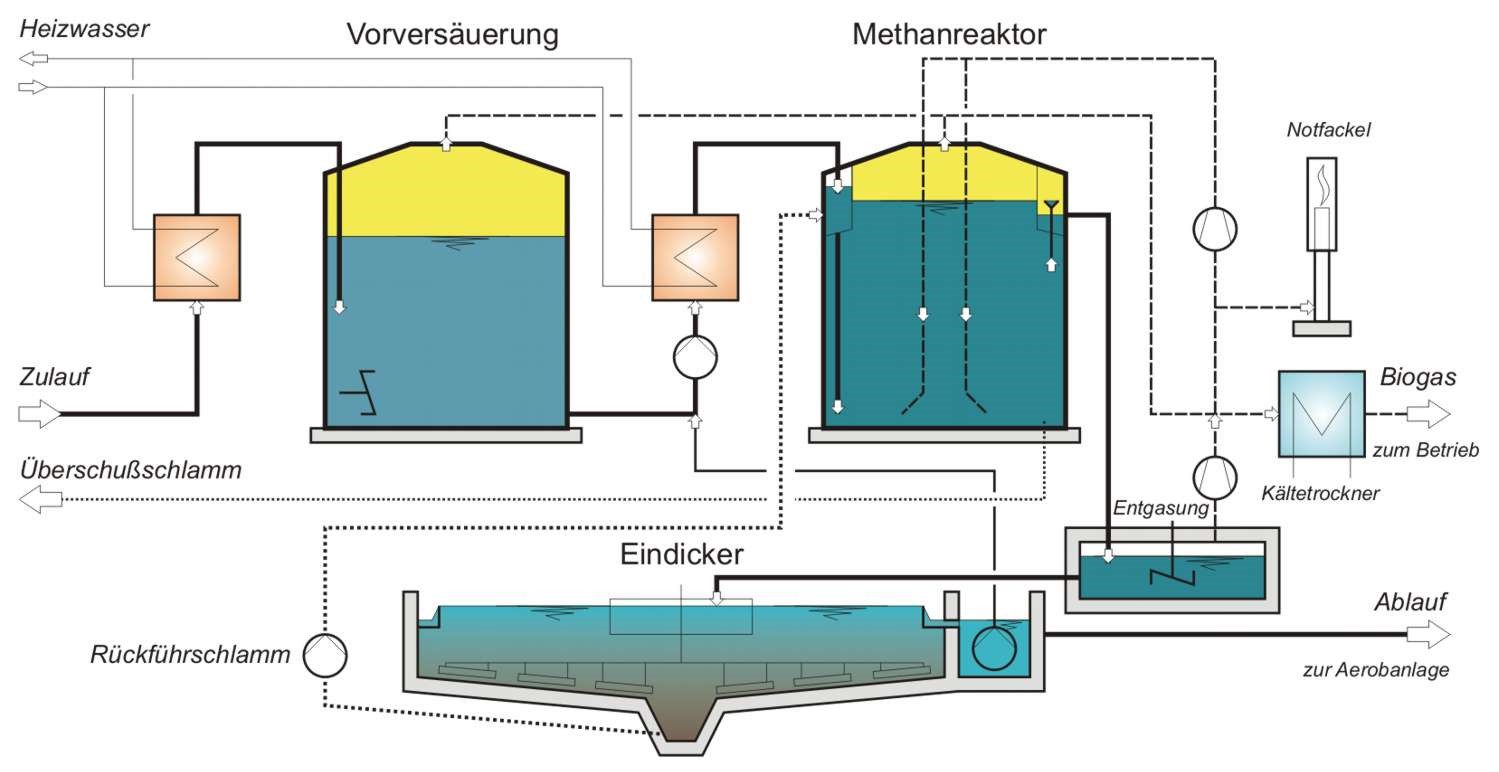
Afbeelding: Procesdiagram van een volledig gemengde ALMA BHU GMR biogasreactor, met voorafgaande verzuring en externe biomassa recirculatie
Conclusie - De juiste oplossing voor elke afvalwateruitdaging
Met de volledig gemengde biogasreactoren met biomassa-recirculatie, de compacte UASB-reactoren en de EGSB-reactoren met hoge prestaties bestrijken we het hele spectrum van moderne anaerobe processen. Dankzij onze jarenlange ervaring in het ontwerpen en combineren van deze technologieën kunnen we oplossingen op maat bieden voor vrijwel elk industrieel afvalwaterprobleem - inclusief optimale voor- en nabehandeling.