A biogazownia to urządzenie techniczne do beztlenowego przetwarzania odpadów organicznych i ścieków, w którym biogaz jest wytwarzany przy braku tlenu. Biogaz ten, składający się głównie z metanu (CH₄ ) i dwutlenku węgla (CO₂ ), jest następnie wykorzystywany do wytwarzania energii. Proces beztlenowy umożliwia wykorzystanie substancji organicznych ze ścieków, takich jak osady z przemysłu spożywczego, mleczarni i przemysłu cukrowniczego. Wykorzystanie biogazowni nie tylko oferuje firmom zrównoważone rozwiązanie w zakresie utylizacji odpadów, ale także możliwość zwiększenia ich samowystarczalności energetycznej i obniżenia kosztów operacyjnych.
Spis treści
Jak działa biogazownia
Działanie biogazowni opiera się na beztlenowym rozkładzie substancji organicznych przez mikroorganizmy. Proces odbywa się w zamkniętym reaktorze beztlenowym, w którym różne grupy bakterii stopniowo rozkładają odpady organiczne przy braku tlenu. Rozkład przebiega w kilku fazach:
Hydroliza: Tutaj złożone substancje organiczne, takie jak węglowodany, białka i tłuszcze, są rozkładane na mniejsze cząsteczki.
Acidogeneza: Na tym etapie mikroorganizmy wytwarzają lotne kwasy tłuszczowe, alkohole i gazy, takie jak wodór i dwutlenek węgla z degradowanych substancji.
Acetogeneza: Lotne kwasy tłuszczowe są dalej przekształcane w kwas octowy, wodór i dwutlenek węgla.
Metanogeneza: Na koniec metanogeny przekształcają kwas octowy i gazy w metan i dwutlenek węgla, które są wykorzystywane jako biogaz.
Wydajność procesu produkcji biogazu zależy od składu substratu, temperatury i czasu retencji w komorze fermentacyjnej.
Zastosowanie biogazowni w oczyszczaniu ścieków
Instalacje biogazowe są często wykorzystywane do oczyszczania ścieków przemysłowych, zwłaszcza ścieków o dużej zawartości substancji organicznych. Obejmuje to ścieki z przemysłu spożywczego i napojów, mleczarni, przemysłu cukrowniczego i rzeźni, które zawierają duże ilości materiału organicznego, który idealnie nadaje się do produkcji biogazu.
Przemysł spożywczy: Ścieki z przetwórstwa żywności, takie jak słodka serwatka lub odpady z przetwórstwa mięsa, zawierają duże ilości tłuszczów, białek i węglowodanów, które można przekształcić w biogaz w procesie fermentacji beztlenowej.
Mleczarnie: Mleczarnie wytwarzają ścieki o wysokiej zawartości tłuszczu i białka, które mogą być skutecznie oczyszczane przez biogazownię.
Przemysł cukrowniczy: Ścieki z produkcji cukru zawierają duże ilości organicznych węglowodanów, które idealnie nadają się do produkcji biogazu.
Procesy beztlenowe w praktyce
Procesy beztlenowe są szczególnie powszechne w oczyszczaniu silnie zanieczyszczonych organicznie ścieków i odpadów organicznych w różnych gałęziach przemysłu. Najważniejsze zastosowania obejmują
1. beztlenowe oczyszczanie ścieków
Reaktory beztlenowe są często stosowane w przemyśle spożywczym, mleczarniach, papierniach i biogazowniach. biogazownie do rozkładania substancji organicznych w ściekach i jednoczesnego generowania energii w postaci biogazu. Typowe reaktory do procesów beztlenowych to
Reaktory UASB (Upflow Anaerobic Sludge Blanket):
Reaktor UASB (Upflow Anaerobic Sludge Blanket) to technologia reaktora beztlenowego charakteryzująca się wydajnym oczyszczaniem ścieków i produkcją biogazu. Ścieki przepływają na zasadzie przeciwprądu z dołu do góry reaktora, gdzie napotykają warstwę osadu składającą się z granulowanych mikroorganizmów beztlenowych. Mikroorganizmy te rozkładają substancje organiczne w ściekach w warunkach beztlenowych i wytwarzają biogaz, który składa się głównie z metanu i dwutlenku węgla.
Dane techniczne:
- Kierunek przepływu: od dołu do góry (upflow)
- Hydrauliczny czas przebywania: Zazwyczaj od 6 do 12 godzin
- Szybkość ładowania organicznego: do 10 kg ChZT/m³-d
- Zakres temperatur: Może pracować zarówno w obszarach mezofilnych (30-40°C), jak i termofilnych (50-60°C).
- Produkcja gazu: 0,25 do 0,35 m³ biogazu na kg zdegradowanego ChZT.
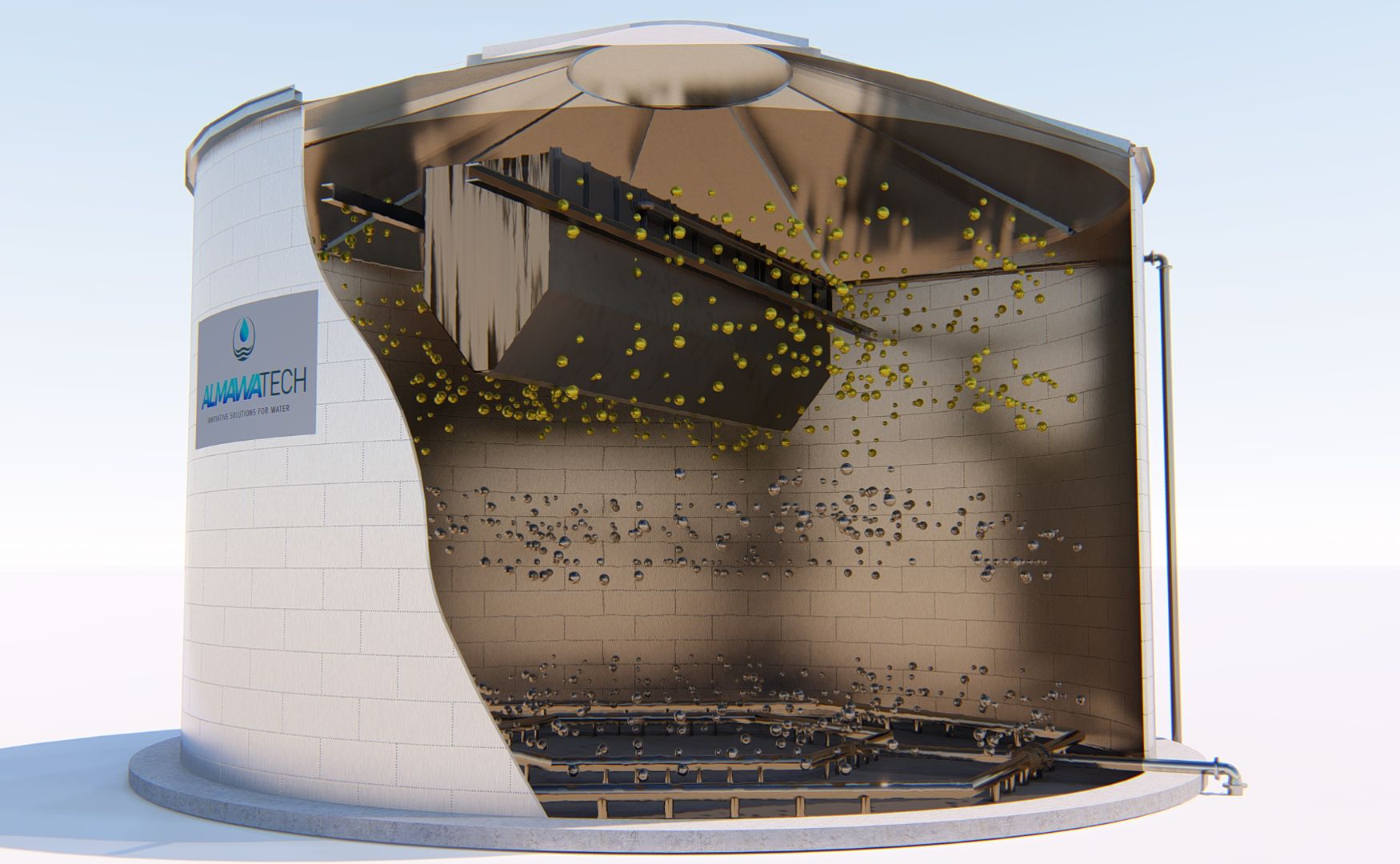
Zdjęcie: Schemat naszego reaktora ALMA BIO UASB
Reaktory EGSB (Expanded Granular Sludge Bed):
Reaktor EGSB (Expanded Granular Sludge Bed) jest rozwinięciem reaktora UASB i charakteryzuje się wyższym natężeniem przepływu i lepszym mieszaniem. W reaktorze EGSB ścieki są kierowane przez warstwę granulowanego osadu z większą prędkością, co skraca hydrauliczny czas retencji i zwiększa obciążenie organiczne. Ta ulepszona cyrkulacja płynu i rozszerzanie się złoża osadu sprawia, że reaktor jest bardziej wydajny, szczególnie w przypadku ścieków o bardzo wysokim obciążeniu organicznym.
Dane techniczne:
- Kierunek przepływu: od dołu do góry, podobnie jak w reaktorze UASB, ale z większą prędkością przepływu.
- Hydrauliczny czas retencji: Zazwyczaj od 1 do 6 godzin, w zależności od składu ścieków.
- Szybkość ładowania organicznego: do 30 kg ChZT/m³-d
- Wysokość reaktora: Reaktory EGSB są zazwyczaj wyższe niż reaktory UASB, co prowadzi do lepszej separacji szlamu i ścieków.
- Produkcja gazu: Podobna do reaktora UASB, z produkcją gazu wynoszącą około 0,3 do 0,35 m³ biogazu na kg zdegradowanego ChZT.
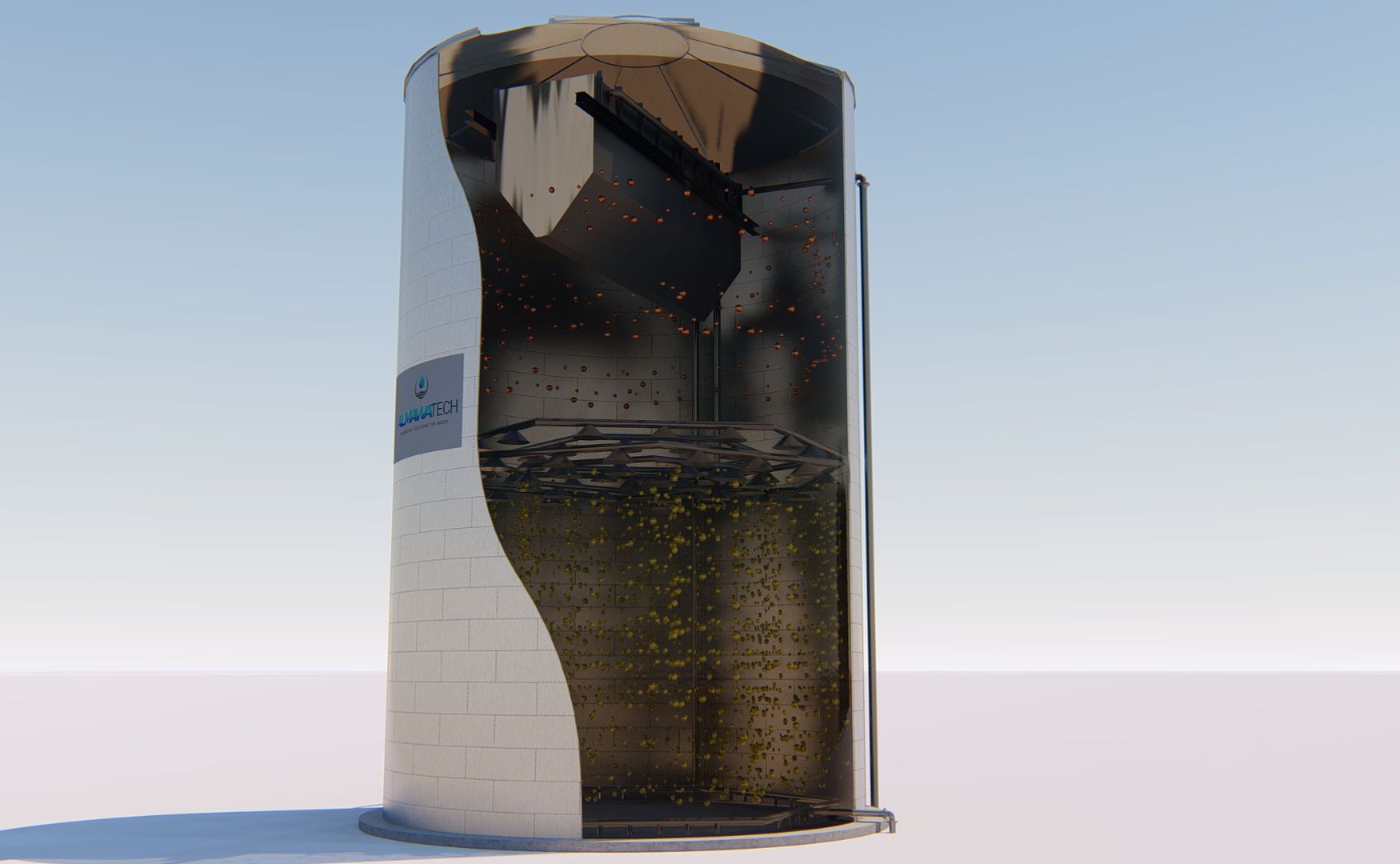
Zdjęcie: Schemat naszego reaktora ALMA BHU BIO EGSB
Reaktory mieszania gazów:

Zdjęcie: Zdjęcia naszego beztlenowego reaktora mieszania gazów ALMA BHU GMR
Zalety procesów beztlenowych
Wysoka wydajność energetyczna:
- Dzięki wytwarzaniu biogazu, beztlenowe oczyszczanie ścieków może pokryć znaczną część zapotrzebowania energetycznego zakładu, a nawet wytworzyć nadwyżkę energii.
Niższe zapotrzebowanie na tlen:
- Ponieważ procesy beztlenowe nie wymagają tlenu, są one szczególnie korzystne w obszarach, w których energia wymagana do napowietrzania w procesach tlenowych jest wysoka.
Redukcja szlamu:
- W porównaniu z procesami tlenowymi, systemy beztlenowe wytwarzają mniej nadmiaru osadu, co zmniejsza koszty obróbki i utylizacji osadu.
Degradacja słabo degradowalnych związków organicznych:
- Mikroorganizmy beztlenowe są również w stanie wykorzystywać substancje organiczne, które są trudne do rozkładu, co sprawia, że procesy te są szczególnie cenne w przypadku niektórych odpadów przemysłowych.
Wyzwania związane z procesami beztlenowymi
Dłuższy czas reakcji:
- Procesy beztlenowe są często wolniejsze niż procesy tlenowe, co może prowadzić do dłuższych czasów przebywania i większych objętości reaktora.
Wrażliwość na substancje toksyczne:
- Mikroorganizmy beztlenowe są bardziej wrażliwe na substancje toksyczne w ściekach, co może prowadzić do zakłóceń procesu. Wymaga to starannego monitorowania i kontroli stężeń paszy.
Wnioski
A biogazownia to idealne rozwiązanie do utylizacji ścieków organicznych, szczególnie w przemyśle spożywczym, mleczarskim i cukrowniczym. Oprócz wydajnego oczyszczania ścieków, fermentacja beztlenowa umożliwia produkcję energii w postaci biogazu, co zarówno obniża koszty operacyjne, jak i w istotny sposób przyczynia się do zrównoważonego rozwoju.
Aby uzyskać więcej informacji na temat naszych produktów, prosimy skontaktować się z nami w dowolnym momencie!






