A unidade de biogás é uma instalação técnica para o tratamento anaeróbico de resíduos orgânicos e águas residuais em que o biogás é produzido na ausência de oxigénio. Este biogás, que consiste principalmente em metano (CH₄) e dióxido de carbono (CO₂), é depois utilizado para gerar energia. O processo anaeróbio permite a utilização de substâncias orgânicas provenientes de águas residuais, como as lamas da indústria alimentar, das fábricas de lacticínios e da indústria do açúcar. A utilização de centrais de biogás não só oferece às empresas uma solução sustentável para a eliminação de resíduos, como também uma oportunidade para aumentar a sua autossuficiência energética e reduzir os custos operacionais.
Índice
Como funciona uma central de biogás
O funcionamento de uma unidade de biogás baseia-se na decomposição anaeróbia de substâncias orgânicas por microrganismos. O processo decorre num reator anaeróbio fechado, no qual vários grupos de bactérias decompõem gradualmente os resíduos orgânicos na ausência de oxigénio. A decomposição ocorre em várias fases:
Hidrólise: Aqui, as substâncias orgânicas complexas, como os hidratos de carbono, as proteínas e as gorduras, são decompostas em moléculas mais pequenas.
Acidogénese: Nesta etapa, os microrganismos produzem ácidos gordos voláteis, álcoois e gases como o hidrogénio e o dióxido de carbono a partir das substâncias degradadas.
Acetogénese: Os ácidos gordos voláteis são posteriormente convertidos em ácido acético, hidrogénio e dióxido de carbono.
Metanogénese: Por fim, os metanogénios convertem o ácido acético e os gases em metano e dióxido de carbono, que são utilizados como biogás.
A eficiência do processo de produção de biogás depende da composição do substrato, da temperatura e do tempo de retenção no digestor.
Utilização de unidades de biogás no tratamento de águas residuais
As unidades de biogás são frequentemente utilizadas no tratamento de águas residuais industriais, especialmente para águas residuais com uma elevada carga orgânica. Isto inclui as águas residuais da indústria alimentar e de bebidas, das fábricas de lacticínios, da indústria açucareira e dos matadouros, que contêm grandes quantidades de matéria orgânica, ideal para a produção de biogás.
Indústria alimentar: As águas residuais do processamento de alimentos, como o soro de leite doce ou os resíduos do processamento de carne, contêm grandes quantidades de gorduras, proteínas e hidratos de carbono, que podem ser convertidos em biogás por fermentação anaeróbia.
Queijarias: As fábricas de lacticínios produzem águas residuais com um elevado teor de gordura e proteínas, que podem ser tratadas de forma eficiente por uma central de biogás.
Indústria açucareira: As águas residuais da produção de açúcar contêm grandes quantidades de hidratos de carbono orgânicos, que são ideais para a produção de biogás.
Processos anaeróbios na prática
Os processos anaeróbios são particularmente comuns no tratamento de águas residuais altamente contaminadas organicamente e de resíduos orgânicos em várias indústrias. As aplicações mais importantes incluem
1. tratamento anaeróbio de águas residuais
Os reactores anaeróbios são frequentemente utilizados nas indústrias alimentares e de bebidas, nas fábricas de lacticínios, nas fábricas de papel e nas instalações de biogás. centrais de biogás para decompor as substâncias orgânicas presentes nas águas residuais e, simultaneamente, gerar energia sob a forma de biogás. Os reactores típicos para processos anaeróbios são
Reactores UASB (Upflow Anaerobic Sludge Blanket):
O reator UASB (Upflow Anaerobic Sludge Blanket) é uma tecnologia de reactores anaeróbios caracterizada por um tratamento eficiente das águas residuais e pela produção de biogás. As águas residuais fluem num princípio de contra-corrente do fundo para o topo do reator, onde encontram uma camada de lamas constituída por microrganismos anaeróbios granulados. Estes microrganismos decompõem as substâncias orgânicas das águas residuais em condições anaeróbias e produzem biogás, que consiste principalmente em metano e dióxido de carbono.
Especificações técnicas:
- Direção do fluxo: De baixo para cima (fluxo ascendente)
- Tempo de permanência hidráulica: tipicamente entre 6 e 12 horas
- Taxa de carga orgânica: Até 10 kg CQO/m³-d
- Gama de temperaturas: Pode ser utilizado em áreas mesofílicas (30-40°C) e termofílicas (50-60°C)
- Produção de gás: 0,25 a 0,35 m³ de biogás por kg de CQO degradada
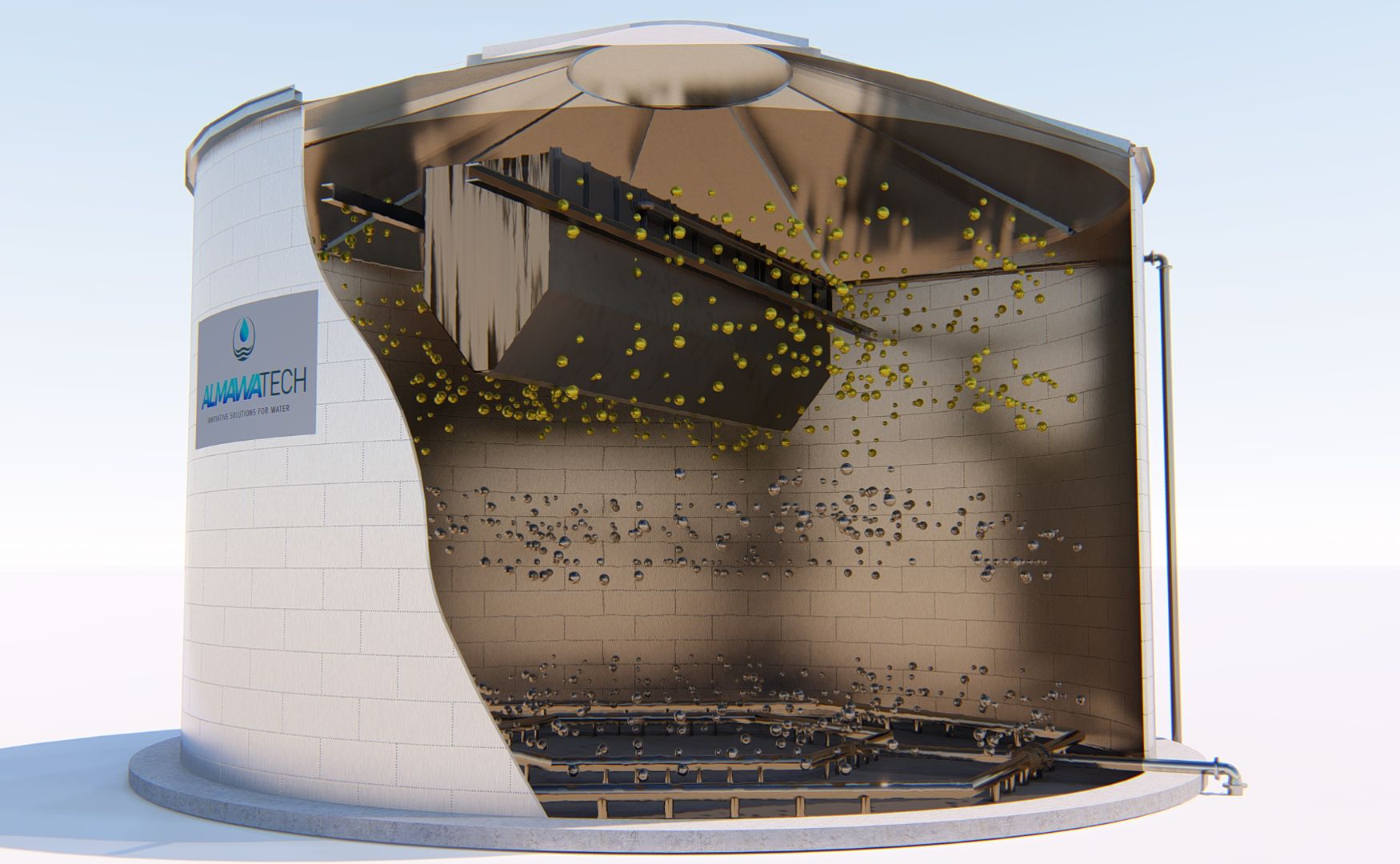
Foto: Representação esquemática do reator ALMA BIO UASB
Reactores EGSB (Expanded Granular Sludge Bed):
O reator EGSB (Expanded Granular Sludge Bed) é um desenvolvimento do reator UASB e caracteriza-se por um caudal mais elevado e uma melhor mistura. No reator EGSB, a água residual é canalizada através da camada de lamas granuladas a uma velocidade superior, o que reduz o tempo de retenção hidráulica e aumenta a carga orgânica. Esta melhor circulação do fluido e expansão do leito de lamas torna o reator mais eficiente, especialmente para águas residuais com uma carga orgânica muito elevada.
Especificações técnicas:
- Direção do fluxo: De baixo para cima, semelhante ao reator UASB, mas com uma velocidade de fluxo mais elevada.
- Tempo de retenção hidráulica: Tipicamente entre 1 e 6 horas, dependendo da composição da água residual.
- Taxa de carga orgânica: Até 30 kg CQO/m³-d
- Altura do reator: Os reactores EGSB são normalmente mais altos do que os reactores UASB, o que permite uma melhor separação das lamas e das águas residuais.
- Produção de gás: semelhante à do reator UASB, com uma produção de gás de cerca de 0,3 a 0,35 m³ de biogás por kg de CQO degradada.
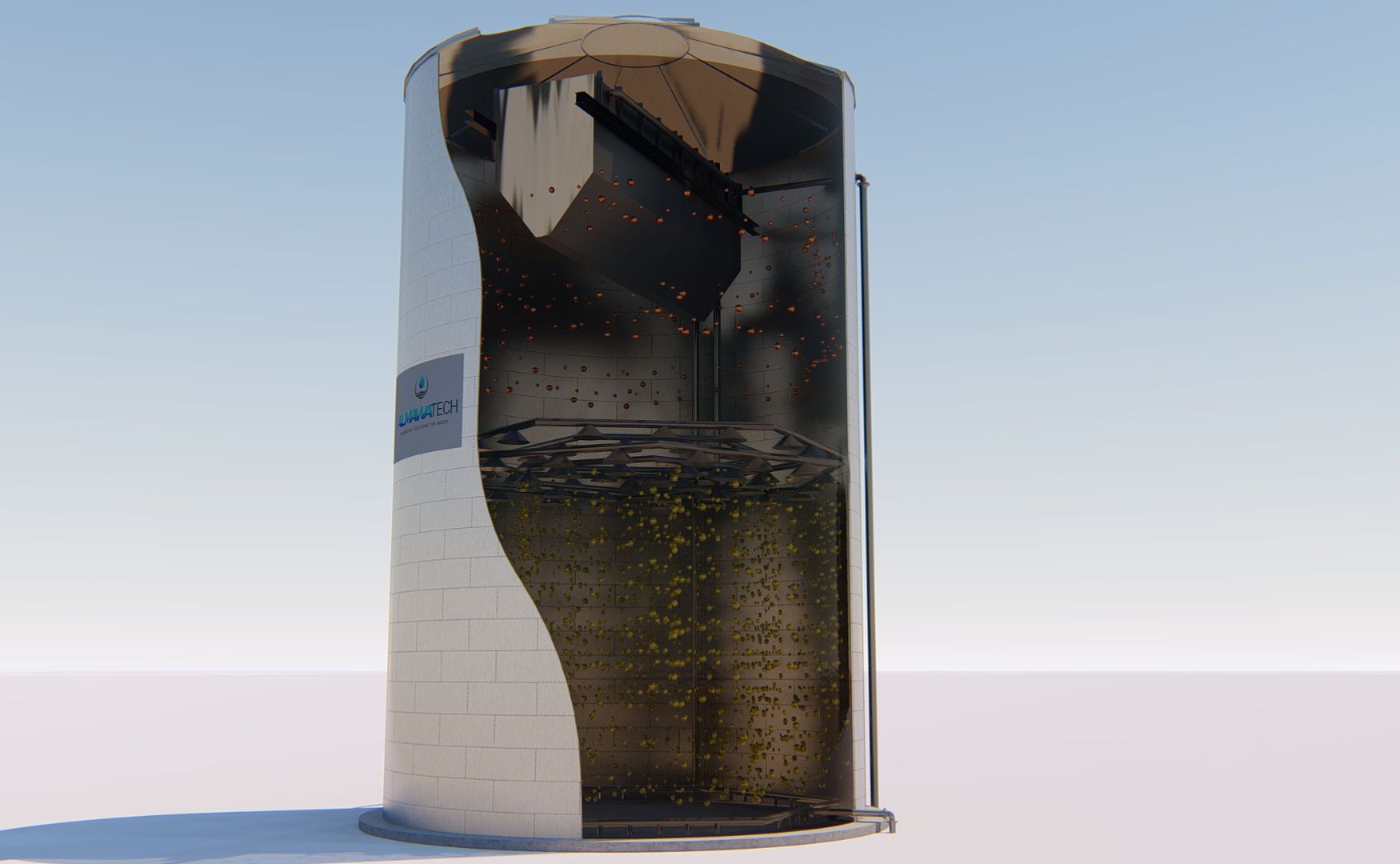
Foto: Representação esquemática do reator ALMA BHU BIO EGSB
Reactores de mistura de gases:

Foto: Fotos do nosso reator anaeróbio de mistura de gases ALMA BHU GMR
Vantagens dos processos anaeróbios
Elevada eficiência energética:
- Ao gerar biogás, o tratamento anaeróbio de águas residuais pode cobrir uma grande parte das necessidades energéticas de uma instalação ou mesmo produzir energia excedentária.
Menor necessidade de oxigénio:
- Como os processos anaeróbios não necessitam de oxigénio, são particularmente vantajosos em áreas onde a energia necessária para o arejamento em processos aeróbios é elevada.
Redução das lamas:
- Em comparação com os processos aeróbios, os sistemas anaeróbios produzem menos lamas em excesso, o que reduz os custos de tratamento e eliminação das lamas.
Degradação de compostos orgânicos pouco degradáveis:
- Os microrganismos anaeróbios são também capazes de utilizar substâncias orgânicas difíceis de decompor, o que torna estes processos particularmente valiosos em certos resíduos industriais.
Desafios dos processos anaeróbios
Tempos de resposta mais longos:
- Os processos anaeróbios são frequentemente mais lentos do que os processos aeróbios, o que pode levar a tempos de residência mais longos e a volumes de reator maiores.
Sensibilidade a substâncias tóxicas:
- Os microrganismos anaeróbios são mais sensíveis às substâncias tóxicas presentes nas águas residuais, o que pode levar a perturbações no processo. Isto requer uma monitorização e um controlo cuidadosos das concentrações de alimentação.
Conclusão
A central de biogás é uma solução ideal para a utilização de águas residuais orgânicas, especialmente na indústria alimentar, nas fábricas de lacticínios e na produção de açúcar. Para além do tratamento eficiente das águas residuais, a digestão anaeróbica permite a produção de energia sob a forma de biogás, o que reduz os custos de funcionamento e dá um contributo importante para a sustentabilidade.
Para mais informações sobre os nossos produtos, não hesite em contactar-nos a qualquer momento!






