

Bioetanol, reactor de biogás EGSB, ALMA BHU EGSB
Construcción de un reactor EGSB de unos 700 m³ y una carga de DQO de 10.000 kg/d para la recuperación de biogás procedente de la producción de bioetanol.

Azucarera, Alemania, ALMA BHU GMR
Construcción de una etapa de tratamiento anaerobio o planta de biogás para la recuperación de energía de las aguas residuales de una azucarera con una capacidad hidráulica de 220 m³/h en Alemania.

Azucarera, Polonia, ALMA BHU GMR
Construcción de una etapa de tratamiento anaerobio y de una planta de biogás para generar energía a partir de las aguas residuales de la producción de azúcar con una capacidad hidráulica de 125 m³/h en Polonia.

Südzucker AG, Ochsenfurt, ALMA BHU GMR, BIO
Tratamiento del agua de lavado de la remolacha azucarera en una planta de biogás con preacidificación y una carga de DQO de 45.000 kg DQO/d, para Südzucker en Ochsenfurt.

Planta de biogás para la depuradora de Keszthely, Hungría, ALMA BHU GMR
Construcción de una planta de biogás para el aprovechamiento de los lodos de una depuradora municipal con una producción energética de 2.000 kWh/d en Hungría.
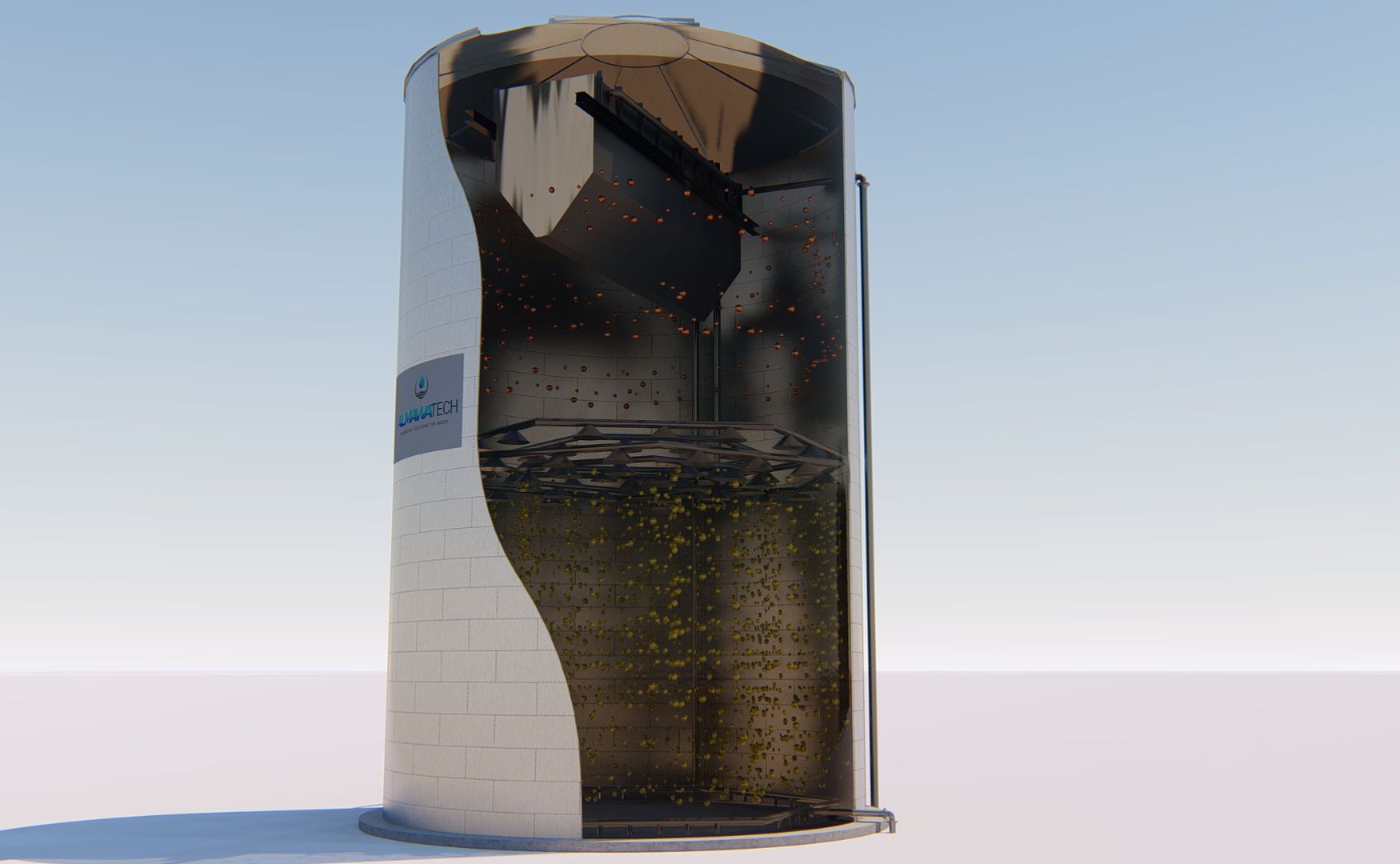
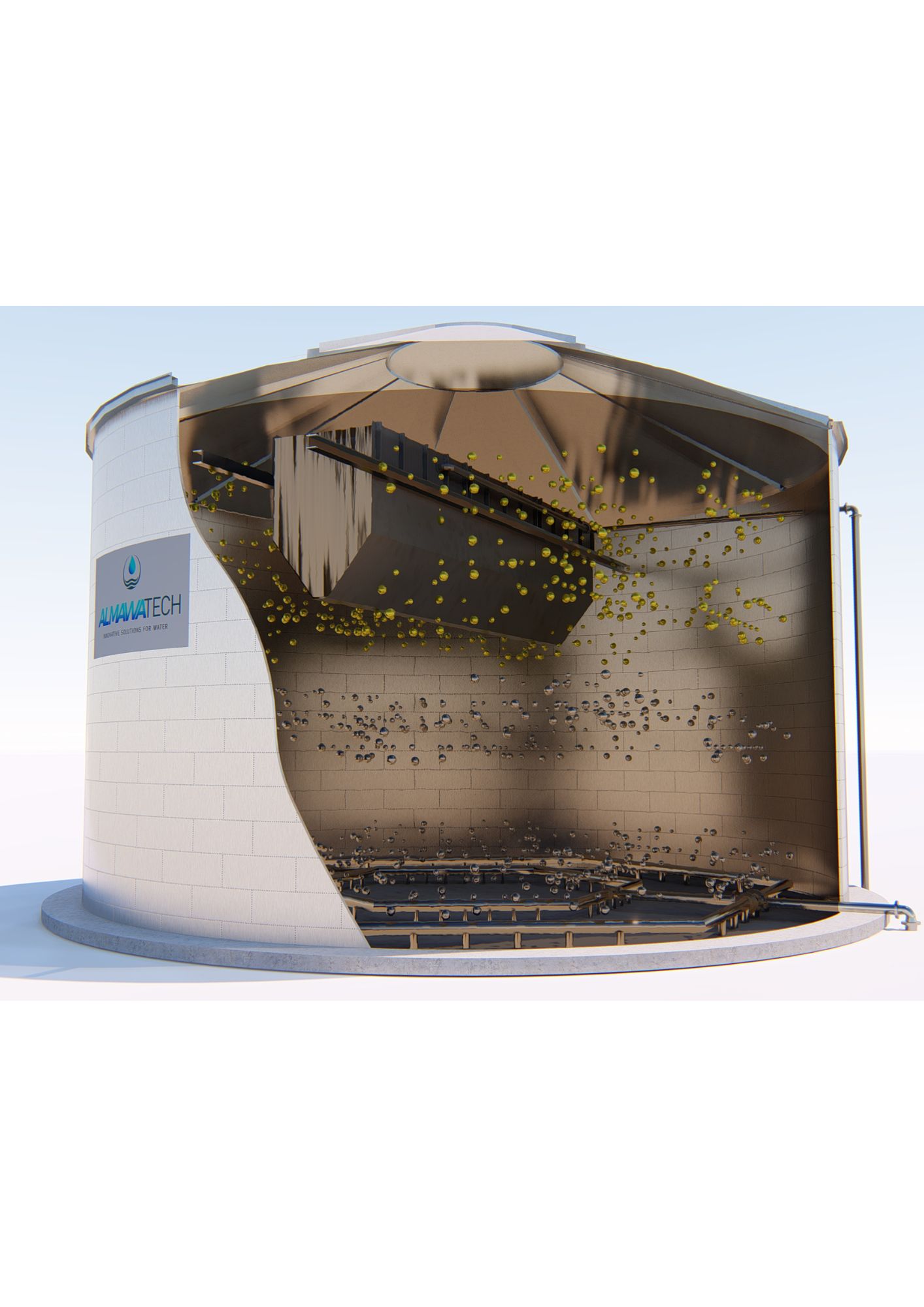
ALMA BHU BIO EGSB
Reactor anaerobio de dos etapas ALMA BHU BIO EGSB, que puede alimentarse con una elevada carga de DQO gracias a la extracción de biogás en dos etapas.

ALMA BHU GMR