

Bioetanol, reaktor biogazu EGSB, ALMA BHU EGSB
Budowa reaktora EGSB o pojemności ok. 700 m³ i ładunku ChZT wynoszącym 10 000 kg/d do odzyskiwania biogazu z produkcji bioetanolu.

Cukrownia, Niemcy, ALMA BHU GMR
Budowa etapu oczyszczania beztlenowego lub biogazowni do odzyskiwania energii ze ścieków z cukrowni o wydajności hydraulicznej 220 m³/h w Niemczech.

Cukrownia, Polska, ALMA BHU GMR
Budowa etapu oczyszczania beztlenowego i biogazowni do wytwarzania energii ze ścieków z produkcji cukru o wydajności hydraulicznej 125 m³/h w Polsce.

Südzucker AG, Ochsenfurt, ALMA BHU GMR, BIO
Oczyszczanie wody z mycia buraków cukrowych w biogazowni ze wstępnym zakwaszaniem i ładunkiem ChZT 45 000 kg ChZT/d, dla Südzucker w Ochsenfurt.

Biogazownia dla oczyszczalni ścieków w Keszthely, Węgry, ALMA BHU GMR
Budowa biogazowni do utylizacji osadów z komunalnej oczyszczalni ścieków o produkcji energii na poziomie 2000 kWh/d na Węgrzech.
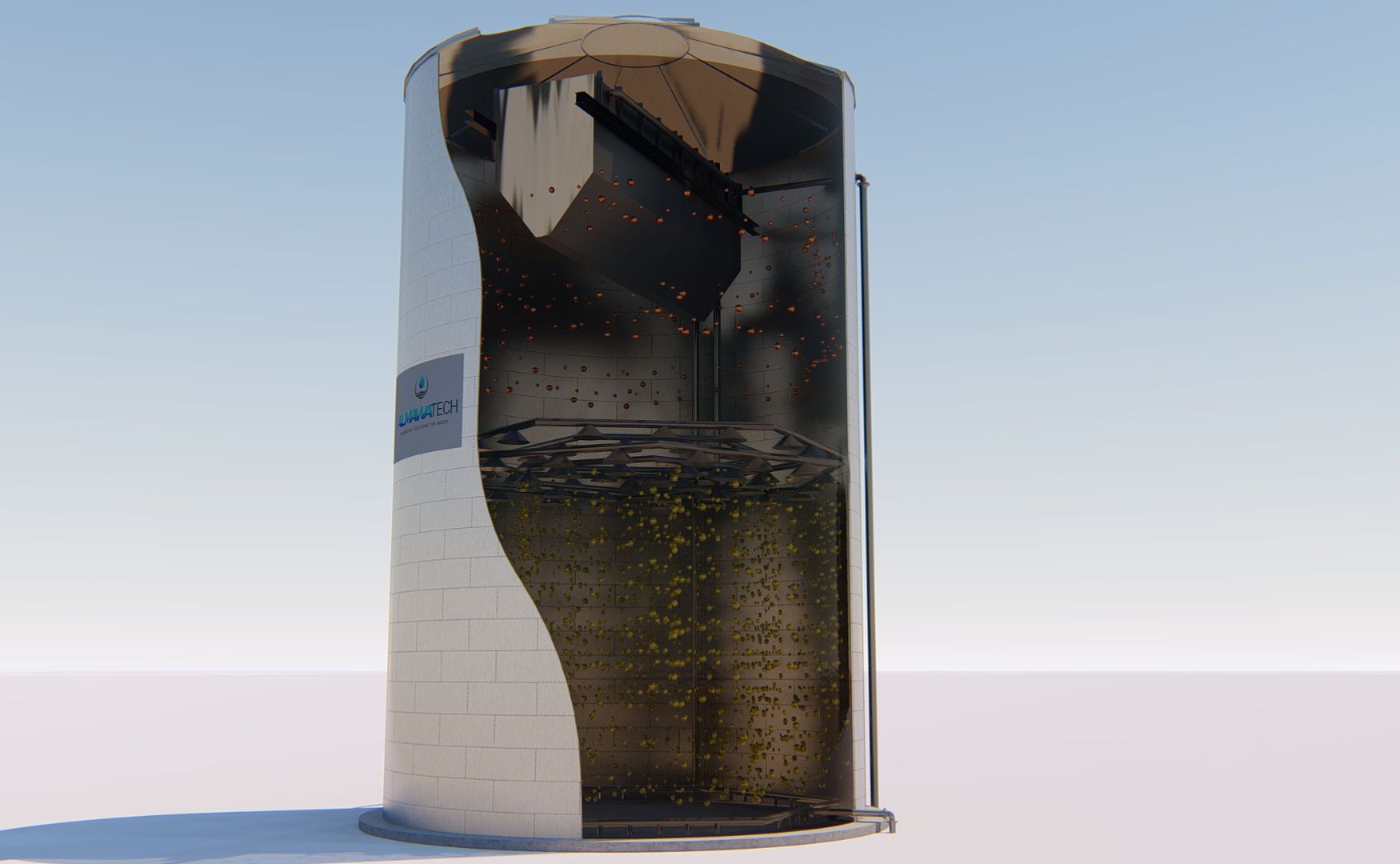
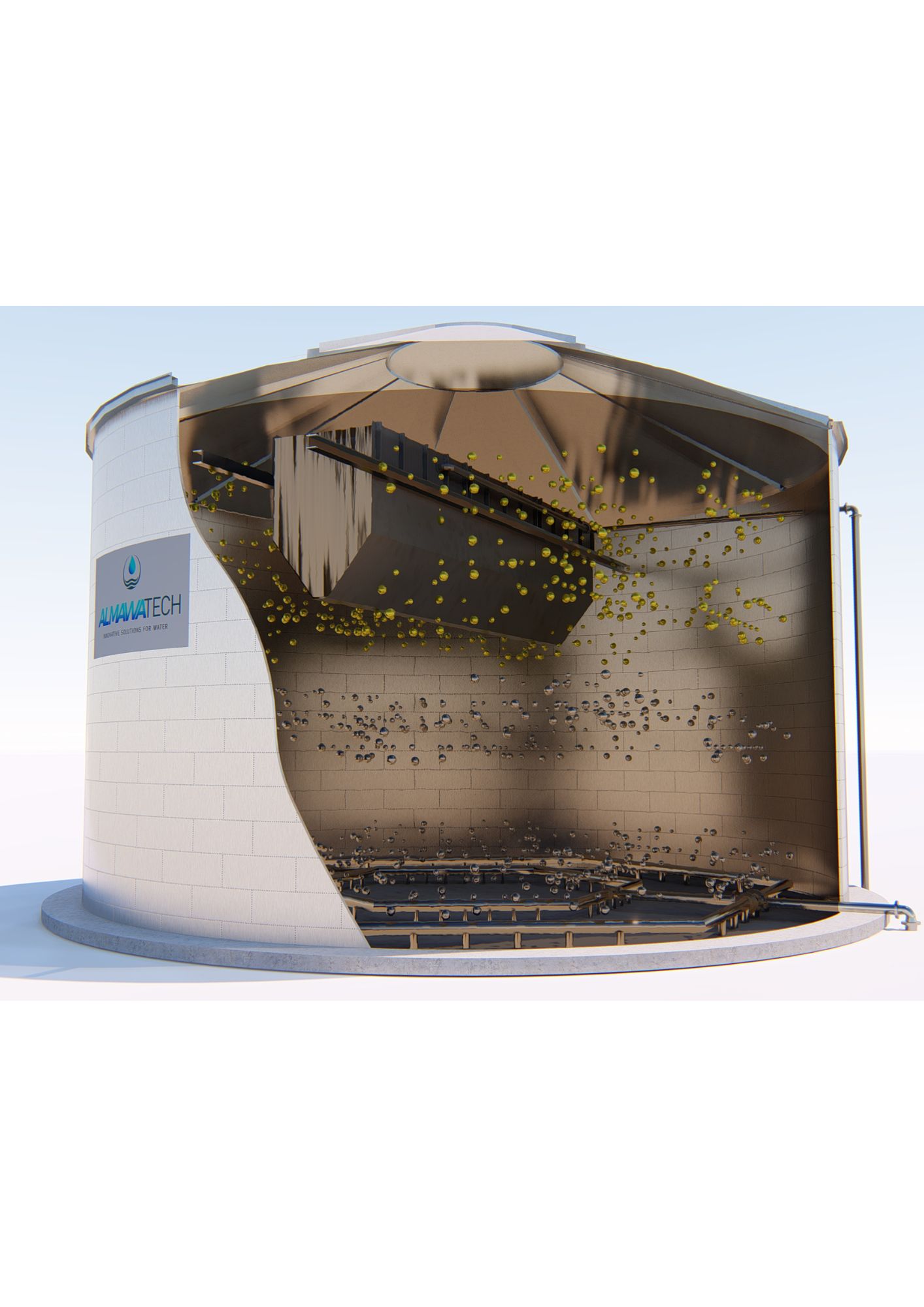
ALMA BHU BIO EGSB
Dwustopniowy reaktor beztlenowy ALMA BHU BIO EGSB, który może być zasilany wysokim ładunkiem ChZT dzięki dwustopniowej ekstrakcji biogazu.

ALMA BHU GMR