Un fermentador es un sistema técnico para llevar a cabo procesos biológicos en los que microorganismos, enzimas o células descomponen, convierten o sintetizan sustancias. En el tratamiento industrial de aguas y aguas residuales, los fermentadores se utilizan principalmente para el tratamiento anaeróbico de aguas residuales contaminadas orgánicamente. Se utilizan para estabilizar los lodos o para producir biogás a partir de sustratos orgánicos.
Antecedentes técnicos
El fermentador crea las condiciones óptimas para los microorganismos que llevan a cabo la descomposición biológica. Estas condiciones incluyen
- Control de la temperatura: fermentación mesófila (30-40 °C) o termófila (50-60 °C).
- Control del pH: Principalmente neutro (6,5-7,5) para maximizar la actividad de los microorganismos.
- Sistemas de mezcla: Para distribuir uniformemente los sustratos y garantizar el contacto con los microorganismos.
- Gestión del gas: extracción y almacenamiento de biogás (metano y dióxido de carbono).
Estructura y componentes
Un fermentador típico consta de los siguientes componentes principales:
- Recipientes de reacción: De acero u hormigón, a menudo aislados térmicamente.
- Agitadores o sistemas de gaseado: Para mezclar el sustrato y evitar depósitos.
- Sistemas de calefacción: Para el control de la temperatura.
- Tecnología de medición y control: Para pH, temperatura, potencial redox y rendimiento de gas.
- Tratamiento del gas: Para la desulfuración y el secado del biogás producido.
Aplicación en el tratamiento de aguas residuales
Los fermentadores se utilizan en diversos sectores industriales:
Tratamiento anaeróbico de aguas residualesLas sustancias orgánicas se convierten en biogás en ausencia de oxígeno. Ejemplos:
- Industria alimentaria: Degradación de residuos orgánicos procedentes de lecherías o cervecerías.
- Industria química: tratamiento de aguas residuales muy contaminadas con una demanda química de oxígeno (DQO) del orden de 10.000 mg/l y superior.
Estabilización de lodos: Para reducir el volumen y desgasificar los lodos de depuradora en las plantas de tratamiento de aguas residuales.
Plantas de biogás: utilización de sustratos agrícolas (estiércol líquido, residuos vegetales) y residuos orgánicos para generar energía.
Índice
Tipos de fermentadores
Los reactores típicos para procesos anaerobios son
Reactores UASB (Upflow Anaerobic Sludge Blanket):
El reactor UASB (Upflow Anaerobic Sludge Blanket) es una tecnología de reactor anaerobio caracterizada por el tratamiento eficaz de las aguas residuales y la producción de biogás. Las aguas residuales fluyen en un principio de contracorriente desde el fondo hasta la parte superior del reactor, donde se encuentran con una capa de lodos formada por microorganismos anaerobios granulados. Estos microorganismos descomponen las sustancias orgánicas de las aguas residuales en condiciones anaeróbicas y producen biogás, que consiste principalmente en metano y dióxido de carbono.
Especificaciones técnicas:
- Dirección del flujo: De abajo a arriba (flujo ascendente)
- Tiempo de permanencia hidráulica: Normalmente entre 6 y 12 horas
- Tasa de carga orgánica: Hasta 10 kg DQO/m³-d
- Gama de temperaturas: puede funcionar tanto en zonas mesófilas (30-40°C) como termófilas (50-60°C)
- Producción de gas: de 0,25 a 0,35 m³ de biogás por kg de DQO degradada
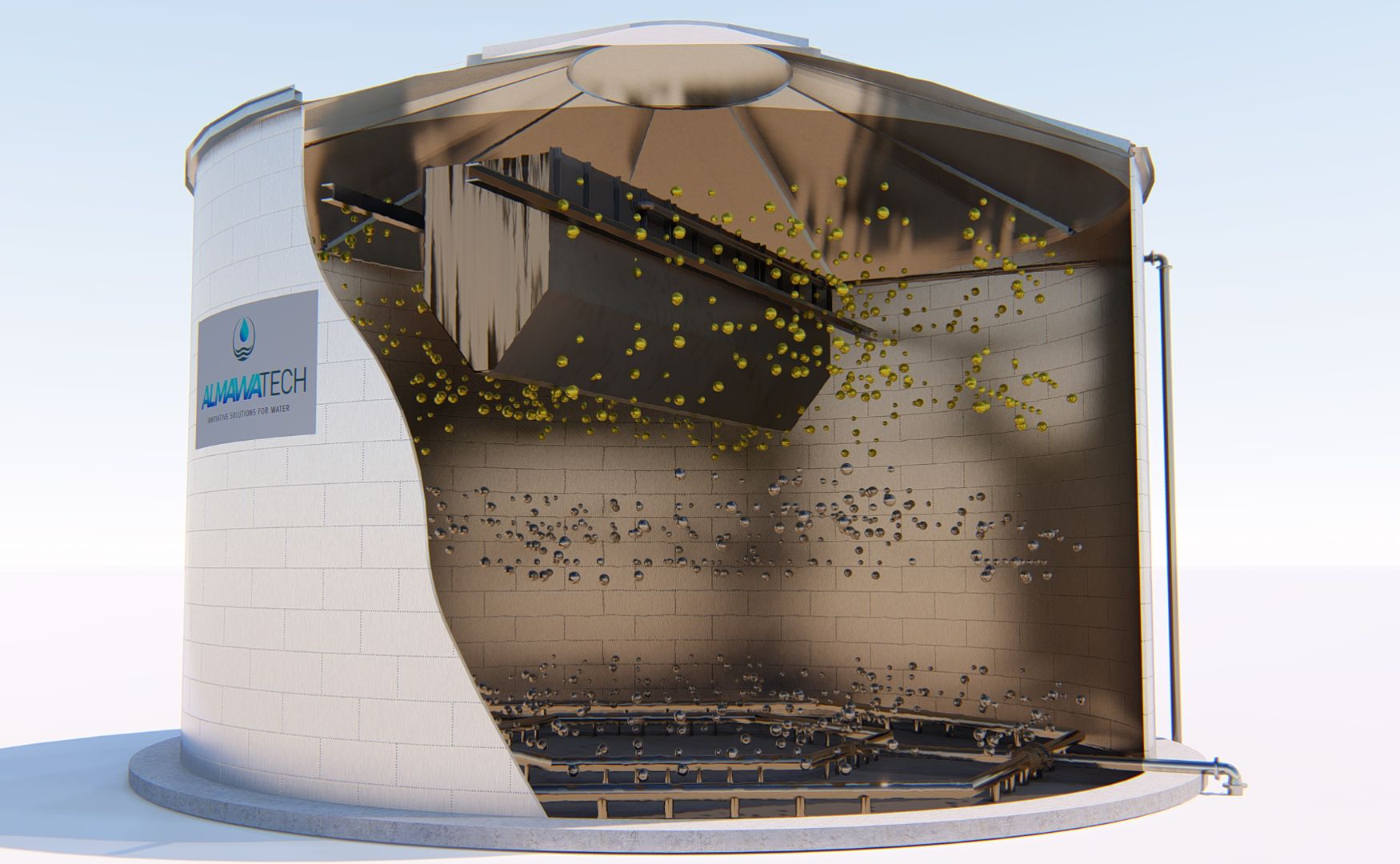
Foto: Representación esquemática de nuestro reactor ALMA BIO UASB
Reactores EGSB (lecho de lodo granular expandido):
El reactor EGSB (lecho de lodo granulado expandido) es una evolución del reactor UASB y se caracteriza por un mayor caudal y una mejor mezcla. En el reactor EGSB, las aguas residuales se canalizan a través de la capa de lodos granulados a mayor velocidad, lo que reduce el tiempo de retención hidráulica y aumenta la carga orgánica. Esta mejora de la circulación del fluido y de la expansión del lecho de fangos hace que el reactor sea más eficaz, especialmente en el caso de aguas residuales con una carga orgánica muy elevada.
Especificaciones técnicas:
- Dirección del flujo: De abajo arriba, similar al reactor UASB, pero con una velocidad de flujo mayor.
- Tiempo de retención hidráulica: Normalmente entre 1 y 6 horas, dependiendo de la composición del agua residual.
- Tasa de carga orgánica: Hasta 30 kg DQO/m³-d
- Altura del reactor: los reactores EGSB suelen ser más altos que los UASB, lo que permite separar mejor los lodos y las aguas residuales.
- Producción de gas: Similar al reactor UASB, con una producción de gas de alrededor de 0,3 a 0,35 m³ de biogás por kg de DQO degradada.
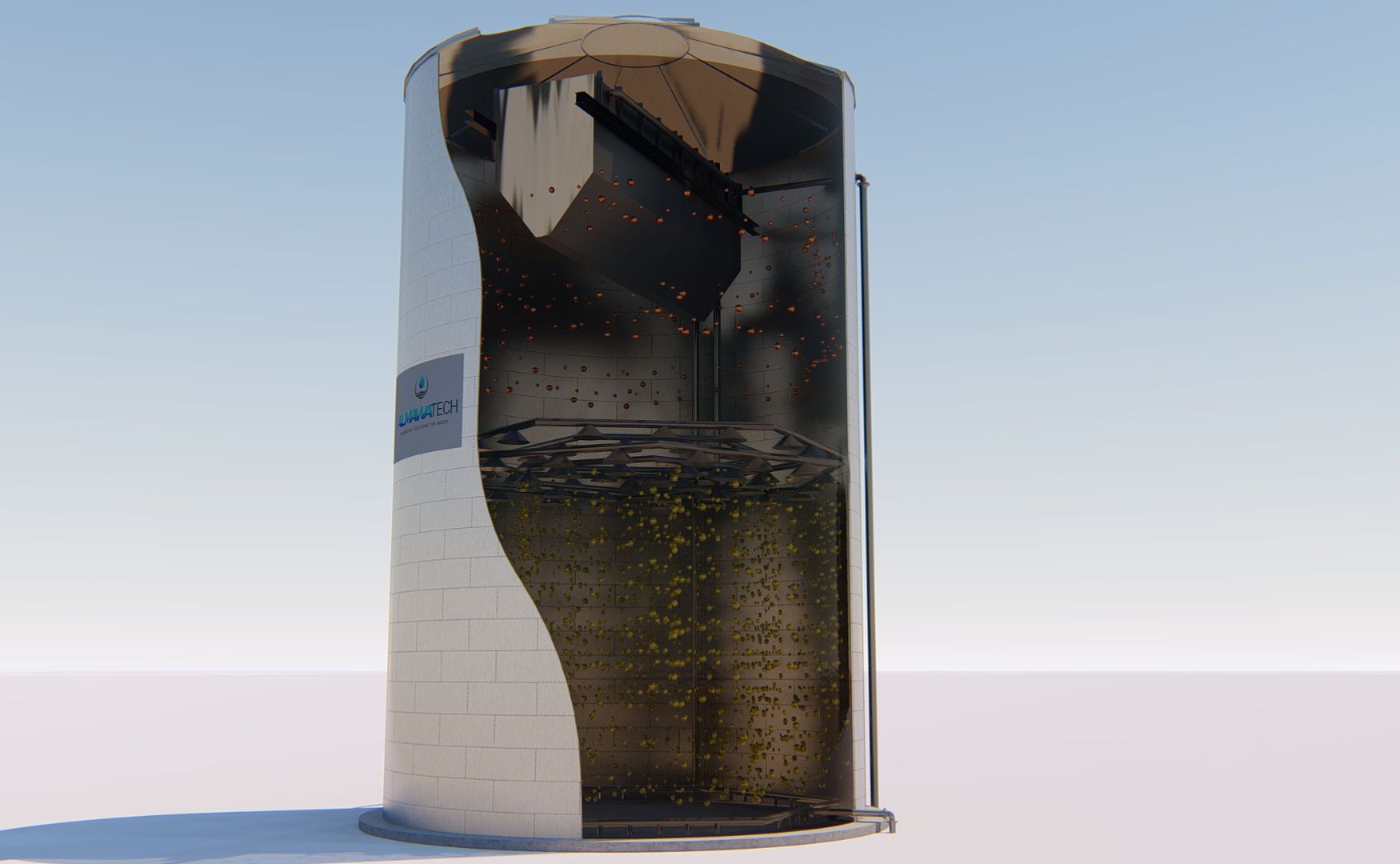
Foto: Representación esquemática de nuestro reactor ALMA BHU BIO EGSB
Reactores de mezcla de gases:
- En nuestro ALMA BHU GMR (reactor de mezcla de gases), las aguas residuales se tratan eficazmente en condiciones anaeróbicas, por lo que el reactor se desarrolló especialmente para aguas residuales con altas concentraciones de calcio. La avanzada tecnología de mezcla de gases del GMR de ALMA BHU garantiza una mezcla óptima de los gases de reacción en las aguas residuales, lo que mejora en gran medida la degradación biológica y la precipitación del calcio.El reactor ofrece una solución especialmente eficaz para las aguas residuales difíciles de tratar por su alto contenido en calcio. No sólo reduce la carga orgánica de las aguas residuales, sino que también permite la precipitación selectiva de calcio, lo que evita la formación de depósitos en los sistemas aguas abajo. Esto garantiza un funcionamiento estable y reduce significativamente los costes de mantenimiento. El ALMA BHU GMR es, por tanto, ideal para aplicaciones industriales en las que las altas concentraciones de calcio en las aguas residuales constituyen un reto clave.

Foto: Fotos de nuestro reactor anaeróbico de mezcla de gases ALMA BHU GMR
Ventajas del uso de fermentadores
- Alta capacidad de degradación: los digestores pueden degradar hasta el 80-90 % de la carga orgánica.
- Generación de energía: El biogás producido puede utilizarse para cubrir sus propias necesidades energéticas o para alimentar la red de gas.
- Reducción del volumen de lodos: Ahorra costes en el tratamiento y la eliminación de lodos.
Los retos
- Control complejo: El control del proceso requiere una regulación precisa de parámetros como la temperatura, el valor del pH y la alimentación del sustrato.
- Sensibilidad de los microorganismos: Las alteraciones del sustrato o de los parámetros ambientales pueden provocar inestabilidades en el proceso.
- Corrosión: La naturaleza agresiva del biogás exige el uso de materiales resistentes a la corrosión.
Conclusión
Los fermentadores son componentes esenciales para el tratamiento sostenible de aguas residuales y la generación de energía. Con soluciones innovadoras como ALMA BHU GMR, ALMA BHU EGSB y ALMA BIO UASB, ALMAWATECH ayuda a las industrias a alcanzar sus objetivos medioambientales y a trabajar de forma económica al mismo tiempo.
Si desea más información sobre nuestros productos, no dude en ponerse en contacto con nosotros.






