Um fermentador é um sistema técnico para a realização de processos biológicos em que microrganismos, enzimas ou células decompõem, convertem ou sintetizam substâncias. No tratamento industrial de água e de águas residuais, os fermentadores são utilizados principalmente para o tratamento anaeróbico de águas residuais organicamente contaminadas. São utilizados para estabilizar as lamas ou para produzir biogás a partir de substratos orgânicos.
Contexto técnico
O fermentador cria condições óptimas para os microrganismos que assumem o processo de biodegradação. Estas condições incluem
- Controlo da temperatura: fermentação mesófila (30-40 °C) ou termofílica (50-60 °C).
- Controlo do pH: Maioritariamente neutro (6,5-7,5) para maximizar a atividade dos microrganismos.
- Sistemas de mistura: Para distribuir uniformemente os substratos e assegurar o contacto com os microrganismos.
- Gestão do gás: extração e armazenamento de biogás (metano e dióxido de carbono).
Estrutura e componentes
Um fermentador típico é constituído pelos seguintes componentes principais:
- Vasos de reação: Fabricados em aço ou betão, frequentemente com isolamento térmico.
- Agitadores ou sistemas de gaseificação: Para misturar o substrato e evitar depósitos.
- Sistemas de aquecimento: Para controlo da temperatura.
- Tecnologia de medição e controlo: Para pH, temperatura, potencial redox e rendimento de gás.
- Tratamento do gás: Para dessulfuração e secagem do biogás produzido.
Aplicação no tratamento de águas residuais
Os fermentadores são utilizados em vários sectores industriais:
Tratamento anaeróbio de águas residuaisAs substâncias orgânicas são convertidas em biogás na ausência de oxigénio. Exemplos:
- Indústria alimentar: Degradação de resíduos orgânicos provenientes de fábricas de lacticínios ou de cerveja.
- Indústria química: Tratamento de águas residuais altamente contaminadas com carência química de oxigénio (COD) na ordem dos 10.000 mg/l e mais.
Estabilização de lamas: Para reduzir o volume e desgaseificar as lamas de depuração nas estações de tratamento de águas residuais.
Centrais de biogás: Utilização de substratos agrícolas (estrume líquido, resíduos vegetais) e resíduos orgânicos para produzir energia.
Índice
Tipos de fermentadores
Os reactores típicos para processos anaeróbios são
Reactores UASB (Upflow Anaerobic Sludge Blanket):
O reator UASB (Upflow Anaerobic Sludge Blanket) é uma tecnologia de reactores anaeróbios caracterizada por um tratamento eficiente das águas residuais e pela produção de biogás. As águas residuais fluem num princípio de contra-corrente do fundo para o topo do reator, onde encontram uma camada de lamas constituída por microrganismos anaeróbios granulados. Estes microrganismos decompõem as substâncias orgânicas das águas residuais em condições anaeróbias e produzem biogás, que consiste principalmente em metano e dióxido de carbono.
Especificações técnicas:
- Direção do fluxo: De baixo para cima (fluxo ascendente)
- Tempo de permanência hidráulica: tipicamente entre 6 e 12 horas
- Taxa de carga orgânica: Até 10 kg CQO/m³-d
- Gama de temperaturas: Pode ser utilizado em áreas mesofílicas (30-40°C) e termofílicas (50-60°C)
- Produção de gás: 0,25 a 0,35 m³ de biogás por kg de CQO degradada
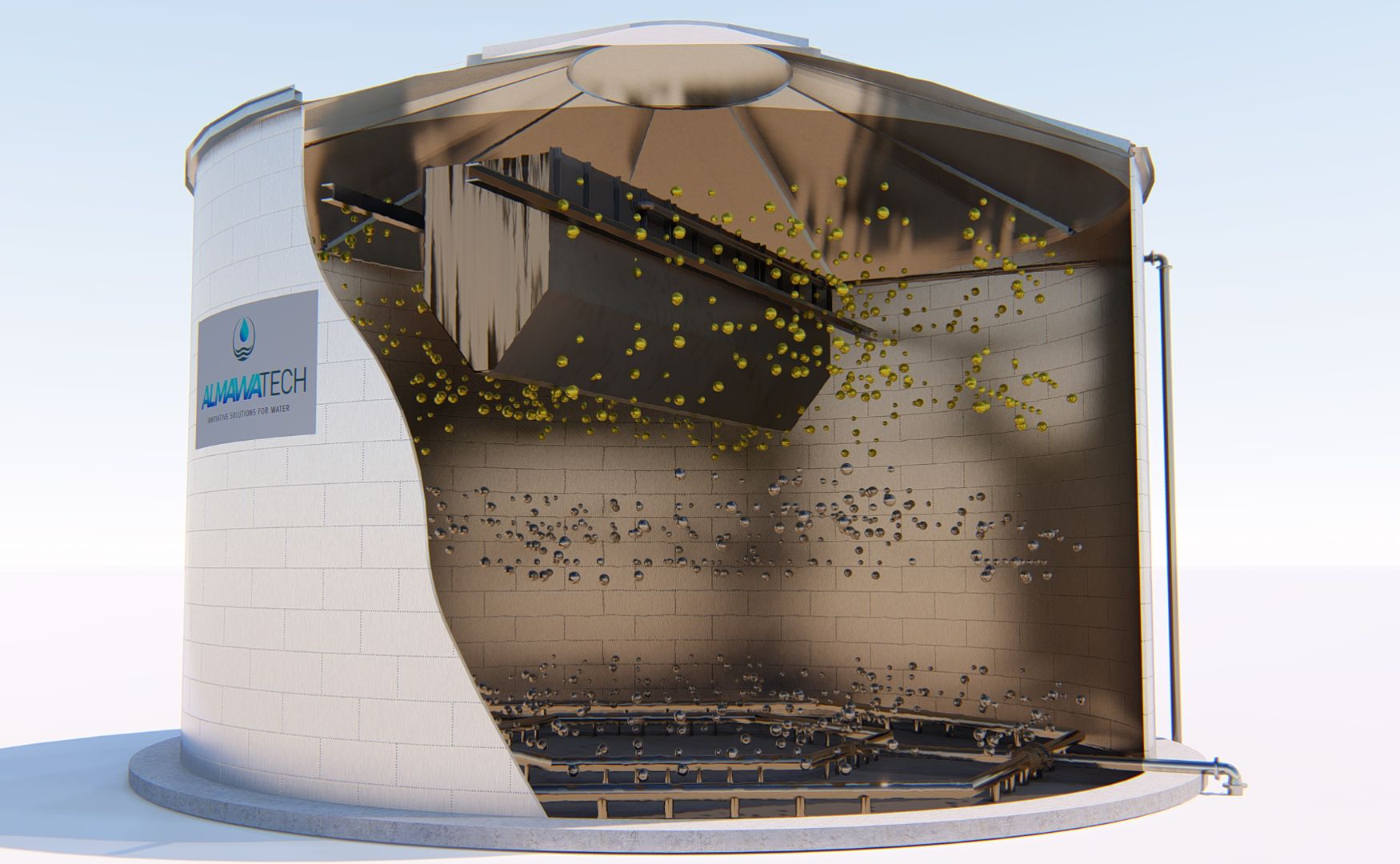
Foto: Representação esquemática do reator ALMA BIO UASB
Reactores EGSB (Expanded Granular Sludge Bed):
O reator EGSB (Expanded Granular Sludge Bed) é um desenvolvimento do reator UASB e caracteriza-se por um maior caudal e uma melhor mistura. No reator EGSB, a água residual é canalizada através da camada de lamas granuladas a uma velocidade superior, o que reduz o tempo de retenção hidráulica e aumenta a carga orgânica. Esta melhor circulação de fluidos e expansão do leito de lamas torna o reator mais eficiente, especialmente para águas residuais com uma carga orgânica muito elevada.
Especificações técnicas:
- Direção do fluxo: De baixo para cima, semelhante ao reator UASB, mas com uma velocidade de fluxo mais elevada.
- Tempo de retenção hidráulica: Tipicamente entre 1 e 6 horas, dependendo da composição da água residual.
- Taxa de carga orgânica: Até 30 kg CQO/m³-d
- Altura do reator: Os reactores EGSB são normalmente mais altos do que os reactores UASB, o que permite uma melhor separação das lamas e das águas residuais.
- Produção de gás: semelhante à do reator UASB, com uma produção de gás de cerca de 0,3 a 0,35 m³ de biogás por kg de CQO degradada.
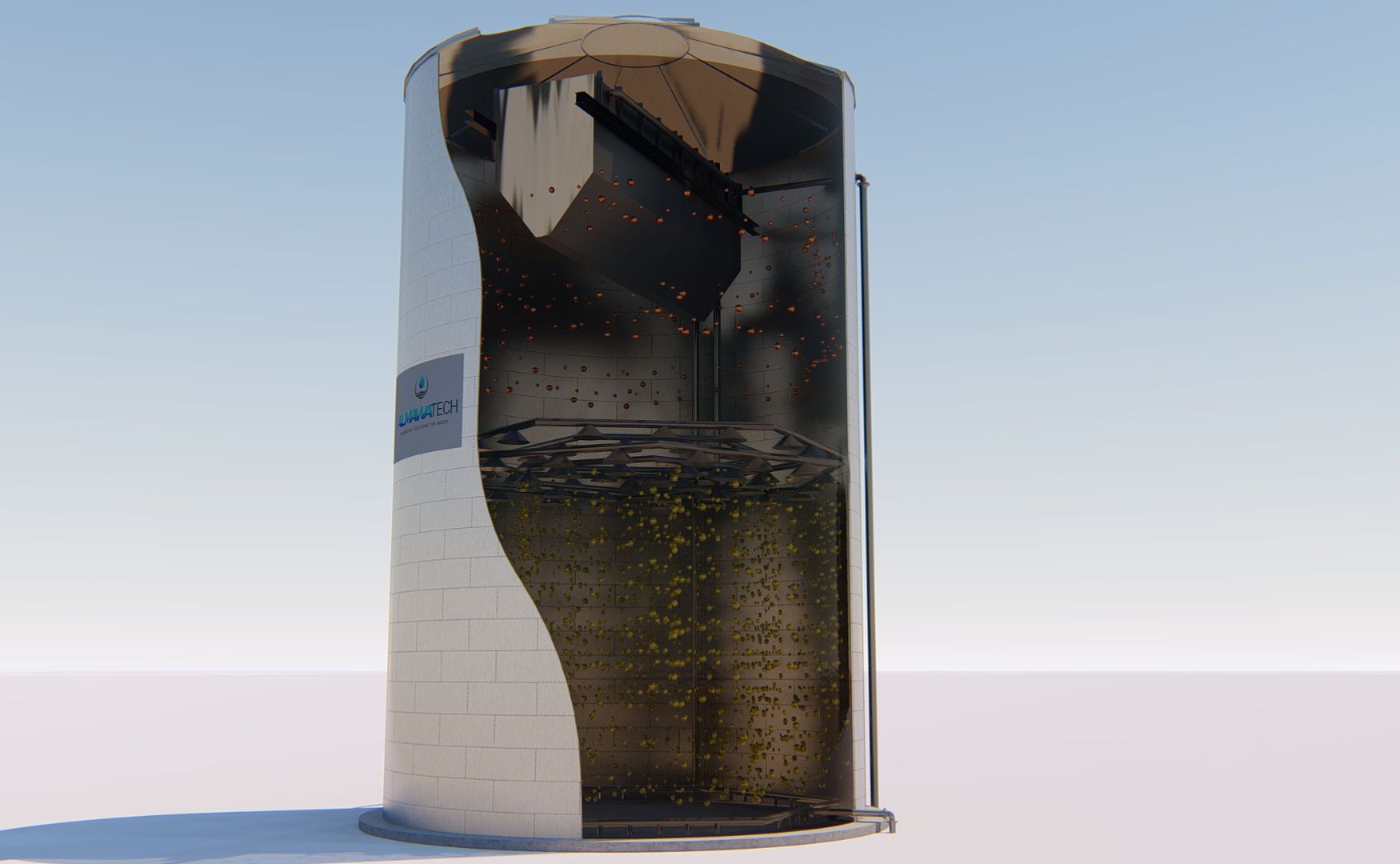
Foto: Representação esquemática do reator ALMA BHU BIO EGSB
Reactores de mistura de gases:
- No nosso ALMA BHU GMR (reator de mistura de gases), as águas residuais são tratadas eficazmente em condições anaeróbias, tendo o reator sido especialmente desenvolvido para águas residuais com elevadas concentrações de cálcio. A tecnologia avançada de mistura de gases do ALMA BHU GMR assegura uma mistura óptima dos gases de reação nas águas residuais, o que melhora consideravelmente a degradação biológica e a precipitação do cálcio.O reator oferece uma solução particularmente eficiente para águas residuais que são difíceis de tratar devido ao seu elevado teor de cálcio. Não só reduz a carga orgânica das águas residuais, como também permite uma precipitação de cálcio direcionada, o que evita depósitos nos sistemas a jusante. Isto assegura um funcionamento estável e reduz significativamente os custos de manutenção. A ALMA BHU GMR da ALMA BHU é, por conseguinte, ideal para aplicações industriais em que as elevadas concentrações de cálcio nas águas residuais constituem um desafio fundamental.

Foto: Fotos do nosso reator anaeróbio de mistura de gases ALMA BHU GMR
Vantagens da utilização de fermentadores
- Elevada capacidade de degradação: os digestores podem degradar até 80-90 % da carga orgânica.
- Produção de energia: O biogás produzido pode ser utilizado para cobrir as suas próprias necessidades energéticas ou para alimentar a rede de gás.
- Redução do volume de lamas: Poupa custos no tratamento e eliminação de lamas.
Os desafios
- Controlo complexo: O controlo do processo requer uma regulação precisa de parâmetros como a temperatura, o valor do pH e a alimentação do substrato.
- Sensibilidade dos microrganismos: As perturbações no substrato ou nos parâmetros ambientais podem levar a instabilidades no processo.
- Corrosão: A natureza agressiva do biogás exige a utilização de materiais resistentes à corrosão.
Conclusão
Os fermentadores são componentes essenciais para o tratamento sustentável das águas residuais e para a produção de energia. Com soluções inovadoras como o ALMA BHU GMR, o ALMA BHU EGSB e o ALMA BIO UASB, a ALMAWATECH apoia as indústrias a atingirem os seus objectivos ambientais e a trabalharem economicamente ao mesmo tempo.
Para mais informações sobre os nossos produtos, não hesite em contactar-nos a qualquer momento!






