El reactor UASB (Upflow Anaerobic Sludge Blanket reactor) es un sistema de reactor anaerobio para el tratamiento de aguas residuales contaminadas orgánicamente que se utiliza ampliamente en el tratamiento industrial de aguas y aguas residuales. El reactor UASB está diseñado específicamente para descomponer la materia orgánica disuelta en las aguas residuales mediante microorganismos anaerobios y convertirla en biogás (principalmente metano y dióxido de carbono). Esta tecnología es especialmente eficaz para el tratamiento de aguas residuales con una elevada carga orgánica y ofrece la posibilidad de generar energía mediante el aprovechamiento del biogás producido.
Índice
Fundamentos técnicos del reactor UASB
Un reactor UASB es un reactor para el tratamiento anaeróbico de aguas residuales en el que las aguas residuales fluyen de abajo hacia arriba a través de una manta de lodo que contiene una alta densidad de microorganismos anaeróbicos. Los microorganismos descomponen las sustancias orgánicas en ausencia de oxígeno y producen biogás en el proceso. El reactor UASB utiliza una capa de sedimentación natural de agregados microbianos que se forma en el fondo del reactor y favorece el crecimiento de las bacterias anaerobias.
Estructura de un reactor UASB
Un reactor UASB típico consta de los siguientes componentes:
Sistema de entrada y distribución:
- El agua residual se introduce a través de un sistema de entrada especialmente desarrollado en la parte inferior del reactor, que garantiza una distribución uniforme del agua residual. Esto garantiza un contacto óptimo entre los microorganismos y las aguas residuales.
Manta de barro (manta de lodo):
- Esta capa de lodos es la pieza central del reactor UASB y está formada por microorganismos anaerobios que descomponen las sustancias orgánicas de las aguas residuales y las convierten en biogás. Los lodos se organizan en forma de partículas granuladas que presentan una elevada actividad biológica y estabilidad de sedimentación.
Separador trifásico (Separador trifásico):
- El separador trifásico separa el biogás producido, el agua depurada y los lodos. Este separador garantiza que el biogás pueda escapar del agua y que el agua depurada se descargue por el rebosadero. Los lodos se retienen en el reactor y se recirculan.
Sistema de recogida de gas:
- El biogás se recoge en la parte superior del reactor y puede utilizarse como fuente de energía o almacenarse.
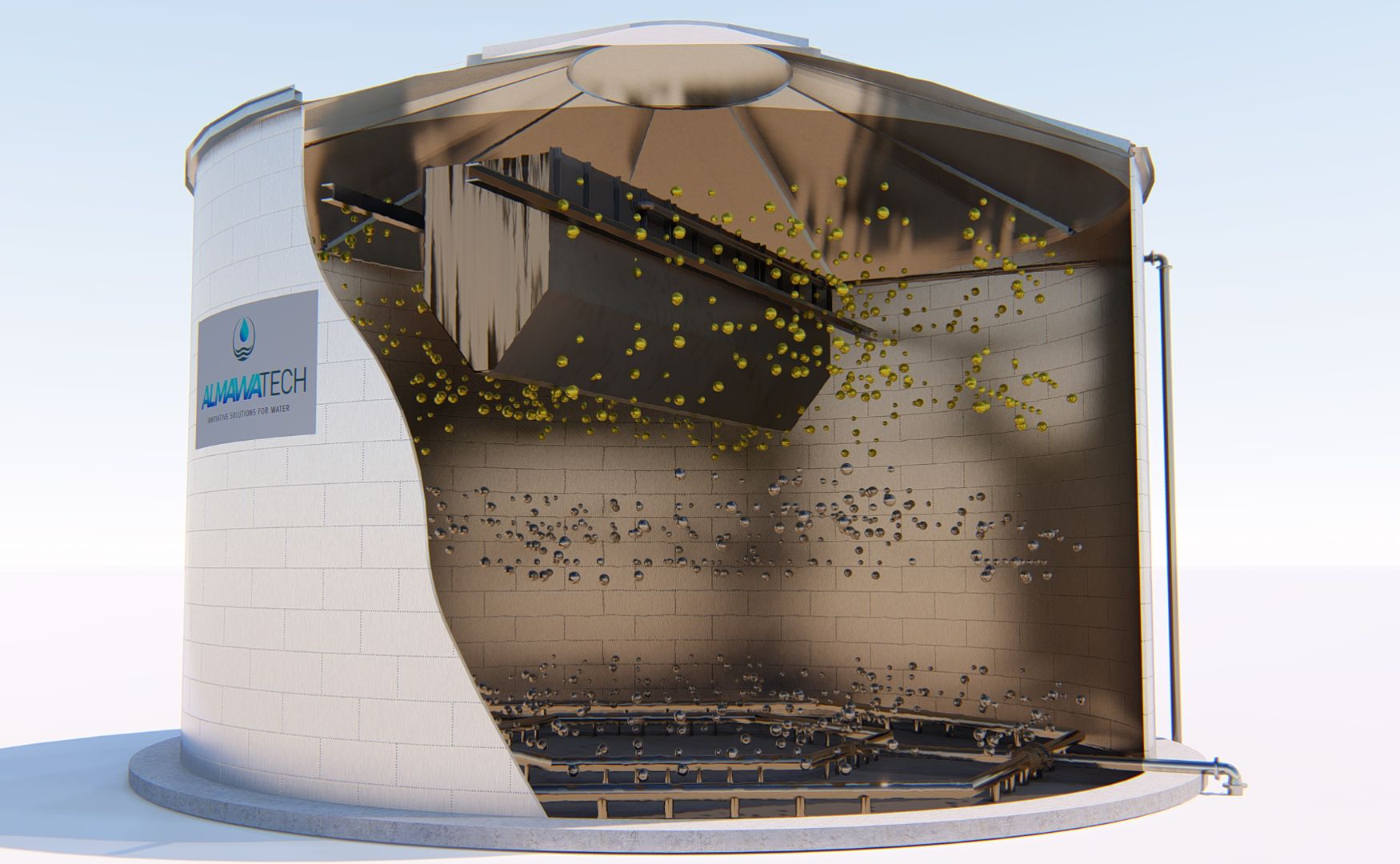
Foto: Representación esquemática de nuestro reactor ALMA BIO UASB
Funcionamiento del reactor UASB
El reactor UASB funciona según el principio de flujo ascendente. Las aguas residuales fluyen desde el fondo hacia arriba a través del manto de lodos en el que se encuentran los microorganismos anaerobios. Estos microorganismos utilizan las sustancias orgánicas de las aguas residuales como alimento y las descomponen para producir biogás. El biogás, que consiste principalmente en metano, sube a la parte superior y se recoge mediante un sistema especial de recogida. El agua depurada también fluye hacia arriba y sale del reactor por el rebosadero.
La microbiología anaerobia en el reactor UASB se basa en un enfoque consorcial en el que varios microorganismos trabajan juntos de forma simbiótica para descomponer gradualmente las sustancias orgánicas. En las distintas fases de degradación (hidrólisis, fermentación, acetogénesis y metanogénesis), la materia orgánica se convierte gradualmente en metano y dióxido de carbono.
Ventajas técnicas del reactor UASB
Alto rendimiento de degradación con carga orgánica:
- El reactor UASB puede descomponer eficazmente altas concentraciones de sustancias orgánicas, por lo que es especialmente adecuado para las aguas residuales de la industria alimentaria y de bebidas, la industria papelera y la industria farmacéutica.
Bajo consumo de energía:
- Como el reactor UASB funciona sin aireación, su consumo de energía es significativamente menor en comparación con los procesos aerobios. Esto supone un ahorro de costes y una reducción de las emisiones de CO₂.
Producción de biogás y recuperación de energía:
- El reactor UASB produce biogás como subproducto, que puede utilizarse como fuente de energía renovable. Esto contribuye a la eficiencia energética del proceso y puede reducir los costes de explotación.
Diseño compacto:
- Gracias a su diseño vertical, el reactor UASB ahorra espacio y puede instalarse también donde éste es limitado.
Robustez y flexibilidad:
- El reactor UASB es adaptable y puede ajustarse rápidamente a las fluctuaciones de la carga orgánica y la temperatura de las aguas residuales, lo que lo hace versátil y robusto.

Foto: ALMA BIO UASB para la producción de biogás a partir de aguas residuales de la industria azucarera
Ámbitos de aplicación del reactor UASB
El reactor UASB es ideal para el tratamiento de aguas residuales industriales muy contaminadas, por lo que se utiliza ampliamente en las siguientes industrias:
Industria alimentaria y de bebidas:
- Las aguas residuales de la producción alimentaria suelen contener altas concentraciones de azúcar, grasas y proteínas. Estas aguas residuales son una fuente ideal de nutrientes para los microorganismos anaerobios del reactor UASB.
Industria del papel y la pasta de papel:
- La producción de papel produce aguas residuales con una elevada carga orgánica, que puede tratarse eficazmente mediante el reactor UASB. La degradación anaeróbica puede reducir significativamente la DQO (demanda química de oxígeno).
industria farmacéutica y química:
- Las aguas residuales de estas industrias contienen compuestos orgánicos complejos difíciles de descomponer mediante procesos aeróbicos. El reactor UASB ofrece una solución energéticamente eficiente y rentable para el tratamiento de aguas residuales.
Transformación del suero y lecherías:
- Las centrales lecheras producen aguas residuales ricas en sustancias orgánicas y grasas. El reactor UASB puede descomponer estas sustancias y producir biogás, lo que lo convierte en una solución ecológica y económica para la industria láctea.
Retos y mantenimiento del reactor UASB
Gestión de los lodos: los lodos del reactor UASB deben controlarse periódicamente para mantener los microorganismos en la concentración óptima. Una concentración de lodos demasiado elevada puede provocar bloqueos y pérdida de rendimiento.
Bioincrustaciones y sedimentación: La sedimentación y la acumulación en la plataforma de lodos pueden afectar al caudal y a la eficacia, por lo que se requiere una limpieza y un mantenimiento periódicos para garantizar un rendimiento óptimo.
Sensibilidad a la temperatura: El proceso de degradación anaeróbica es sensible a la temperatura, y las desviaciones de la temperatura óptima de funcionamiento pueden afectar a la eficacia de los microorganismos. A temperaturas más bajas, el ritmo de degradación puede disminuir.

Comparación con el reactor EGSB
El reactor UASB se diferencia del reactor EGSB (lecho de lodo granular expandido) en términos de velocidad de flujo y comportamiento de los lodos. Mientras que el reactor EGSB utiliza un caudal más elevado y un lecho de fangos expandido, el reactor UASB trabaja con un lecho de fangos más estable y sedimentable y un caudal más lento. El reactor UASB es especialmente adecuado para aguas residuales con una DQO de media a alta, mientras que el EGSB consigue un mayor rendimiento de degradación con aguas residuales muy contaminadas.
Conclusión
El reactor UASB es una tecnología probada y eficaz para el tratamiento anaeróbico de aguas residuales contaminadas orgánicamente que combina la producción de biogás y el tratamiento de aguas residuales. Es eficiente energéticamente, ahorra costes y ofrece un rendimiento estable con diferentes cargas de aguas residuales. En el tratamiento de aguas residuales, el reactor UASB es una solución sostenible y económica especialmente adecuada para industrias con altos niveles de aguas residuales orgánicas. Su diseño sencillo y sus reducidos requisitos de mantenimiento lo convierten en un valioso complemento para muchos sistemas industriales de tratamiento de aguas.
Si desea más información sobre nuestros productos, no dude en ponerse en contacto con nosotros.






