En el tratamiento de aguas industriales, la alcalinización consiste en aumentar el valor del pH del agua o de las aguas residuales mediante la adición de productos químicos alcalinos. El objetivo es cambiar la composición química del agua para que el valor del pH se sitúe en el rango deseado con el fin de evitar la corrosión, estabilizar los procesos biológicos o permitir reacciones químicas como la precipitación. En muchos procesos industriales, como el tratamiento del agua de refrigeración o los sistemas de calderas de vapor, la alcalinización desempeña un papel fundamental en el funcionamiento y la eficacia de los sistemas.
Índice
Antecedentes técnicos
La alcalinización se consigue añadiendo bases o productos químicos alcalinos que se disocian en el agua y aumentan la concentración de iones de hidróxido (OH- ), lo que provoca un aumento del valor del pH. Los alcalinizantes más utilizados son
- Hidróxido de sodio (NaOH): también conocido como sosa cáustica, se utiliza a menudo en el tratamiento del agua para aumentar el valor del pH de forma rápida y eficaz.
- Leche de cal (Ca(OH)₂): Suspensión de cal hidratada y agua que suele utilizarse para regular el pH y como precipitante en el tratamiento de aguas residuales.
- Carbonato sódico (Na₂CO₃): También conocido como carbonato sódico, se utiliza para amortiguar el valor del pH y evitar la corrosión.
- Hidróxido de potasio (KOH): Solución fuertemente básica utilizada en procesos industriales especiales.
El valor del pH es un factor clave que influye en numerosos procesos químicos y biológicos. Un valor de pH demasiado bajo (ácido) puede favorecer la corrosión y la degradación de los componentes del sistema, mientras que un valor de pH demasiado alto (alcalino) puede provocar la formación de incrustaciones y otros problemas operativos. Por lo tanto, una alcalinización precisa es crucial para el control del proceso.
Importancia de la alcalinización en la práctica industrial
La alcalinización se utiliza en diversos ámbitos del tratamiento de aguas industriales y residuales para alcanzar diferentes objetivos:
1. protección contra la corrosión
En los sistemas de calderas de vapor y de agua de refrigeración, controlar el valor del pH es esencial para evitar la corrosión. Un valor de pH demasiado bajo provoca condiciones corrosivas que pueden atacar a los metales y acortar la vida útil del sistema. La alcalinización lleva el valor del pH a un rango en el que se minimiza el riesgo de corrosión. En muchos casos, también se utilizan inhibidores especiales de la corrosión para proporcionar una protección adicional.
Foto: La corrosión en los sistemas de calderas de vapor puede causar daños considerables y mermar la eficacia de funcionamiento. Para obtener más información sobre nuestros inhibidores de corrosión, agentes alcalinizantes y aglutinantes de oxígeno, visite nuestro sitio web y descubra nuestros líquidos de servicio para sistemas de calderas(sistemas de calderas ALMA AQUA) y circuitos de agua de refrigeración(agua de refrigeración ALMA AQUA).
2. tratamiento de aguas residuales
En el tratamiento de aguas residuales industriales, la alcalinización se utiliza a menudo para neutralizar las aguas residuales ácidas. Algunos procesos industriales, como la galvanoplastia o el procesado de alimentos, producen aguas residuales muy ácidas que deben neutralizarse antes de verterse al alcantarillado. Mediante la adición de bases, el valor del pH puede ajustarse al rango prescrito legalmente antes de que el agua se siga tratando o se vierta.
3. procesos de precipitación y floculación
Muchas reacciones químicas, como la precipitación de metales pesados o la eliminación de fosfatos, dependen en gran medida del pH. La alcalinización suele ser necesaria para situar el valor del pH en el intervalo en el que las sustancias que deben precipitarse pueden separarse de forma óptima. Por ejemplo, en la precipitación de metales pesados, a menudo se añade leche de cal para precipitar los metales en hidróxidos, que luego se eliminan de las aguas residuales mediante procesos de floculación y filtración.

Foto: Planta de precipitación y floculación, también conocida como planta CP, para la eliminación de metales pesados, AOX, hidrocarburos y cianuro(ALMA CHEM MCW)
4. procesos biológicos
En las plantas de tratamiento biológico de aguas residuales, como los tanques de aireación, el valor del pH influye en la actividad de los microorganismos que descomponen los contaminantes orgánicos. Un valor de pH demasiado bajo puede perturbar los procesos biológicos o incluso provocar la muerte de los microorganismos. Por lo tanto, la alcalinización se utiliza para mantener estable el valor del pH con el fin de promover la actividad biológica y garantizar un tratamiento eficaz de las aguas residuales.
Productos de ALMAWATECH - La alcalinización en la práctica
Como parte de nuestras soluciones de tratamiento de aguas industriales, ALMAWATECH ofrece una gama de productos de control del pH y alcalinización especialmente desarrollados para su uso en sistemas de calderas, circuitos de agua de refrigeración y plantas de tratamiento de aguas residuales:
ALMA AQUA
Nuestra amplia gama de productos ofrece productos químicos a medida para la regulación del pH y la protección contra la corrosión en sistemas de agua de refrigeración y calderas. Entre ellos se incluyen la sosa cáustica, la lechada de cal y soluciones tampón especialmente formuladas que llevan el valor del pH al rango óptimo y garantizan una calidad estable del agua.
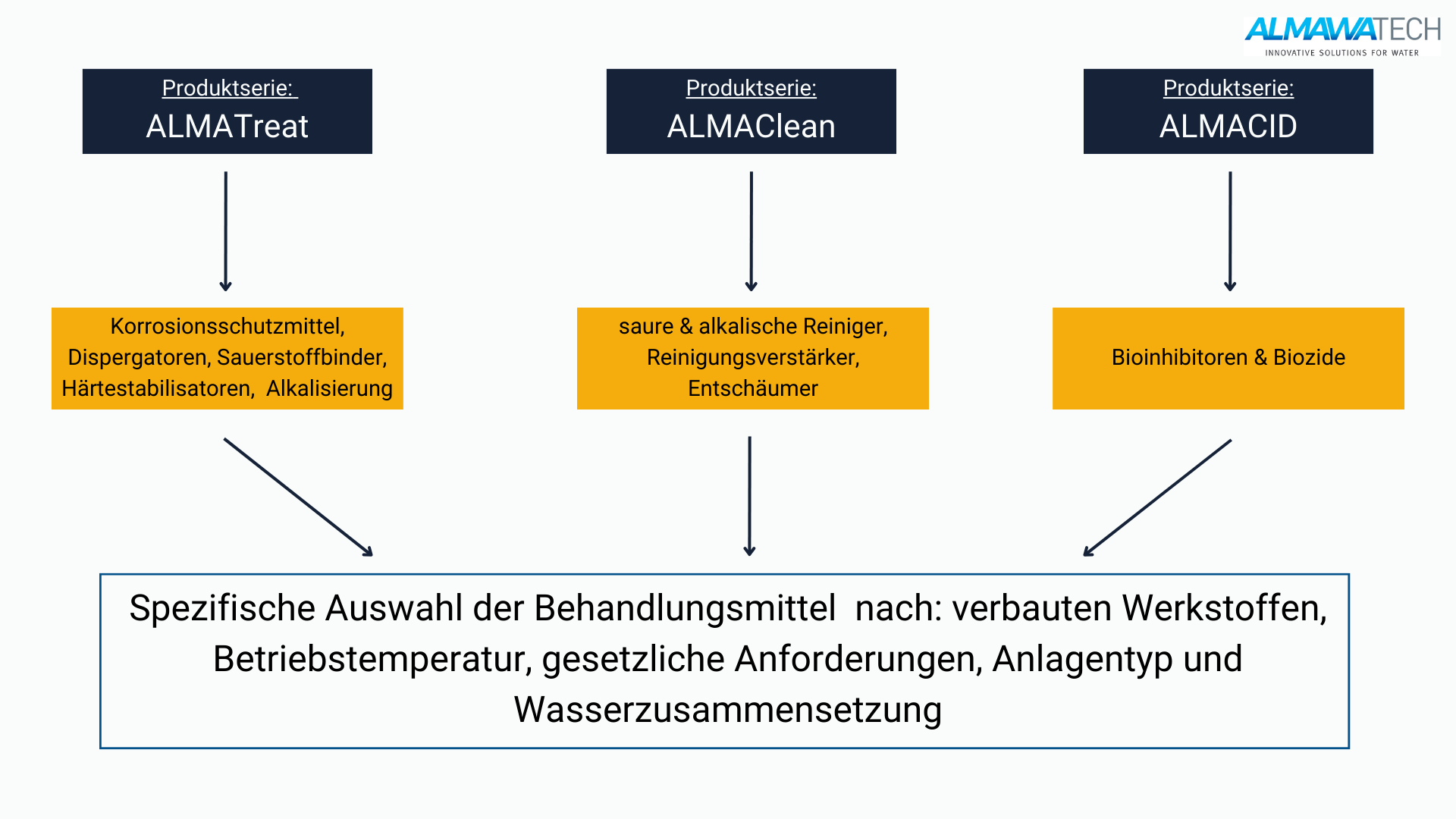
Foto: Vista general de nuestros equipos ALMA AQUA para calderas y redes de calefacción(agua de caldera ALMA AQUA)
Influencia en el diseño del sistema
El diseño de las plantas de tratamiento de aguas debe tener en cuenta la alcalinización para garantizar una regulación uniforme y controlada del pH. En las plantas de neutralización y los reactores de precipitación, en particular, se requiere una dosificación precisa de los agentes alcalinizantes para alcanzar el valor de pH deseado y maximizar la eficacia de los procesos de depuración. La monitorización y el control automáticos del valor de pH mediante la tecnología de medición, control y regulación (MCR ) se utilizan ampliamente en las plantas modernas y garantizan que la alcalinización se lleve a cabo según las necesidades.
Conclusión
La alcalinización es un proceso indispensable en el tratamiento de aguas industriales y residuales que permite controlar con precisión el valor del pH. Es esencial para evitar la corrosión, estabilizar los procesos biológicos y favorecer reacciones químicas como la precipitación. Con los agentes alcalinizantes adecuados y un control preciso del pH, se pueden reducir los costes de explotación, optimizar el rendimiento de la planta y garantizar el cumplimiento de los requisitos legales.






